61
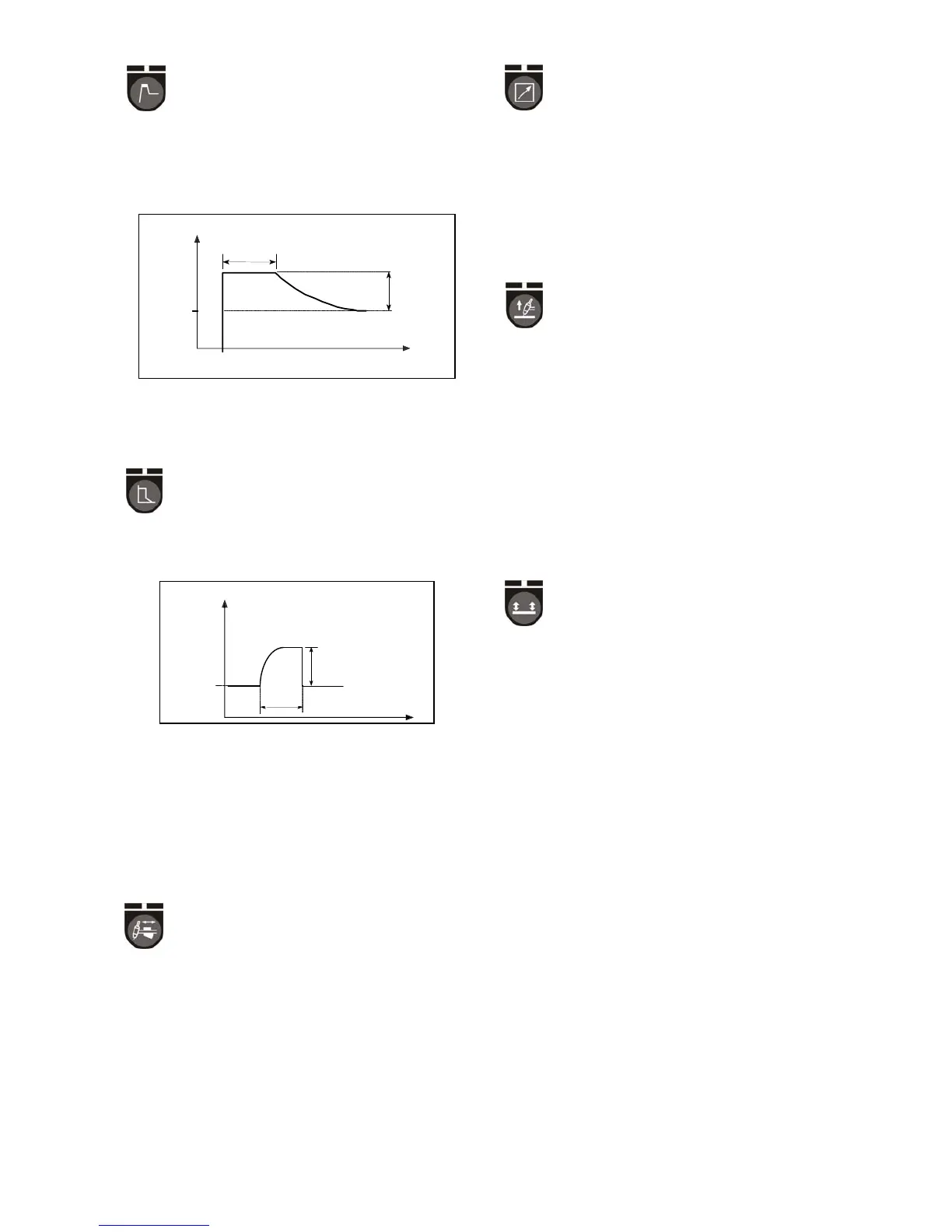
Hotstart
Hotstart är en funktion, som hjälper till att
etablera ljusbågen vid elektrodsvetsningens
start. Detta görs genom att öka svetsströmmen (när
elektroden sätts mot ämnet) i förhållande till den
inställda strömmen. Denna förhöjda startström hålls i
en halv sekund, varefter den faller till det inställda
värdet för svetsströmmen.
Inställd
svetsström
Svetsning
start
0,5 s
Extra
strömbidrag
från hotstart-
funktionen
tid
ström
Hotstart-värdet anger det procentvärdet, som start-
strömmen ökas med, och den kan ställas in mellan 0
och 100 % av den inställda svetsströmmen.
Arc-power
Arc-power-funktionen används till att stabilisera
ljusbågen i elektrodsvetsning. Detta sker
genom att öka svetsströmmen under kortslutningarna.
Denna extra ström försvinner, när det inte längre är en
kortslutning.
Inställd
svetsström
kort-
slutning
Extra strömbidrag från
arc power funktionen
tid
ström
Arc-power kan ställas in mellan 0 och 100% av den
indställda svetsströmmen.
Ex.: Om svetsströmmen är satt till 40 A och arc-
power till 50%, kommer det extra strömbidraget
att bli 20 A med 60 A svetsström under
användning av arc-power. Om arc-power är satt
till 100%, kommer det extra strömbidraget att bli
40 A med 80 A.
Brännarreglering / Fjärreglage –
7-polig kontakt
Svetsströmmen ställs in med hjälp av brännar-
potentiometern (extra utrustning). Den maximala
svetsströmmen ställs in på frontpanelen.
Minimumström är 5A.
Fjärreglage - 8–polig kontakt
(extra utrustning)
Kan användas till fotpedal (extra utrustning)
och fjärreglering (extra utrustning) som passar 8 polig
kontakt. Används till att starta ljusbågen och till
justering av ström. Den maximala svetsströmmen
ställs in på frontpanelen. Den aktuella strömmen visas
i displayen.
Startströmmen används till inställning av minimum-
strömmen som en procent av max. ström.
OBS: I software versioner innan 1.12 kommer maskinen automatiskt
att gå över i två-takt, när denna funktion väljes.
Tändingsmetod
Man kan välja mellan två olika tändings-
metoder vid TIG-svetsning: HF och LIFTIG.
Tändingsmetoden kan inte ändras under svetsning.
LIFTIG-tänding är aktivt, när indikatorn lyser.
HF-tänding
Elektroden skall inte beröra ämnet, men tänder med
hjälp av en HF-gnista. Med HF-tänding tillkopplat kan
man även utföra LIFTIG-tänding. Skulle man av
misstag beröra ämnet under HF-tänding, kommer
maskinen säkra, att det bara löper en begränsad
ström i elektroden, så att denna inte ödeläggs.
LIFTIG-tänding
Elektroden skall beröra svetsämnet för att tända TIG
ljusbågen. Brännaravtryckaren aktiveras, och ljus-
bågen etableras, när elektroden lyfts från svetsämnet.
Val av avtryckarmetod
Man kan välja avtryckarmetod. När ljusdioden
är tänd, är fyr-takt vald, och när ljusdioden är
släkt, är två-takt vald. Man kan inte ändra avtryckar-
metod under svetsning.
Två-takt
Svetsförloppet startar, när brännaravtryckaren trycks
in. När brännaravtryckaren släpps, påbörjar
strömsänkningen.
Fyr-takt
Svetsförloppet påbörjas, när brännaravtryckaren
trycks in. Om brännaravtryckaren släpps under slope-
down perioden fortsätter svetsningen med inställd
svetsström. För att avsluta svetsningen trycks
brännaravtryckaren in igen i mer än 0,5 sek., varefter
strömsänkningen påbörjas. Strömsänkningen kan
stoppas genom att släppa avtryckaren. Härefter på-
börjas gasefterströmningen.
Det är möjligt att välja mellan 4 typer 4-takt trigger-
mode. Läs om 4-takt möjligheterna under avsnittet
"Användarmeny" i denna manual.
Anti-freeze
Maskinen har inbyggd anti-freeze funktion.
Anti-freeze-funktionen är till för registrera och sänka
strömmen, när elektroder bränner fast i ämnet.
Funktionen underlättar avlägsning af elektroden.
Svetsningen kan härefter återupptas på normalt vis.
 Loading...
Loading...





