70
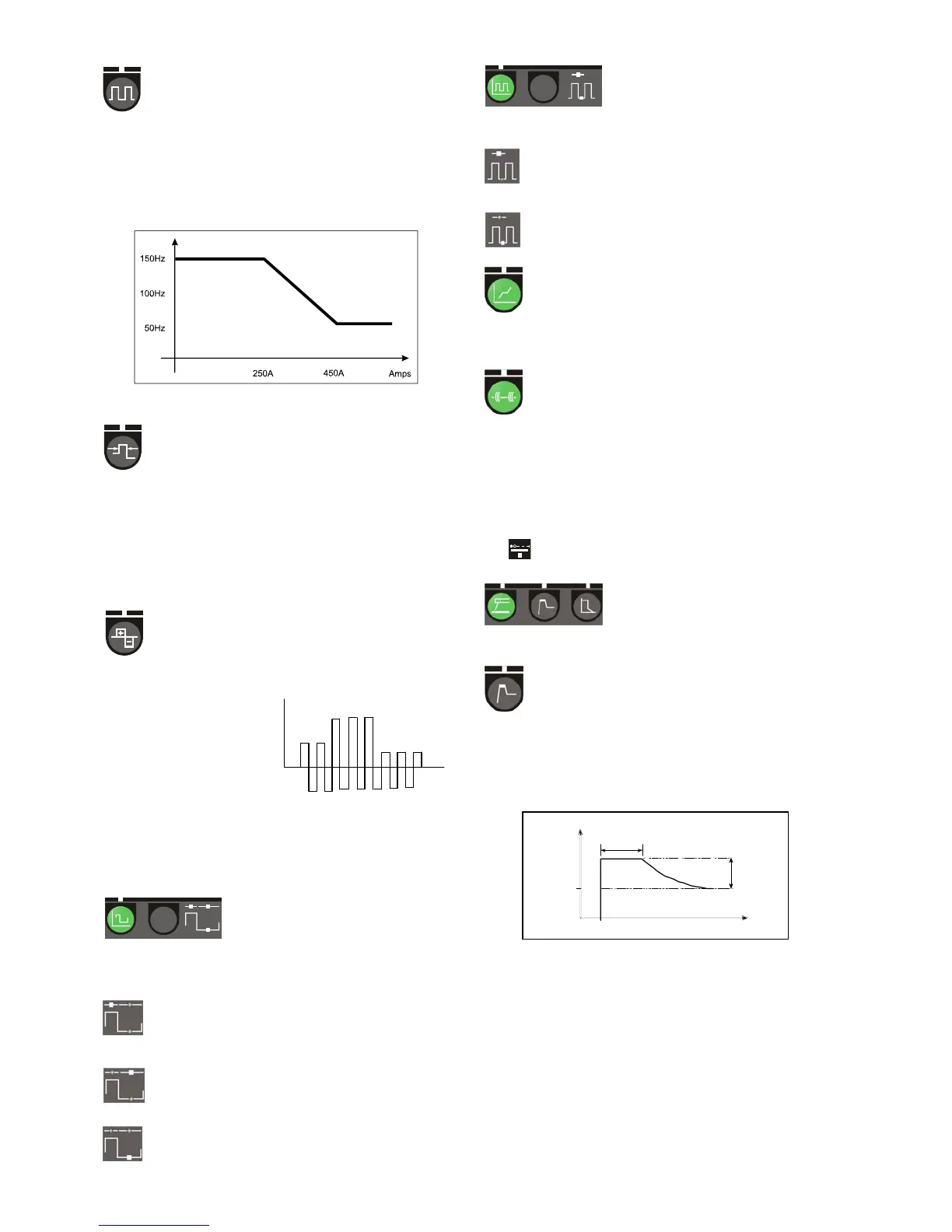
Vaihtovirran taajuus
TIG-hitsauksessa vaihtovirran taajuutta
voidaan säätää välillä 25-150 Hz. Matala
taajuus TIG-hitsauksessa aiheuttaa usein ison pallon
muodostumisen volframielektrodin päähän. Taajuuden
nostaminen vähentää tätä taipumusta.
Puikkohitsauksessa tajuus voidaan asettaa 25 ja
100 Hz väliin. Jos toiminto on asetettu 0, napaisuus
puikossa (+/-) muuttuu.
Hitsausvirran tehtava korkeimmalla AC taajuudella
Elektrodin esilämmitys
Esilämmitysajan pituus riippuu sekä elektrodin
halkaisijasta että elektrodin kärjen kulmasta
samoin kuin myös elektrodin päässä olevan pallon
koosta.
Säätö voidaan suorittaa välillä 1-15, jolloin 1 on lyhyin
ja 15 pisin esilämmitysaika. Ajan ollessa liian lyhyt
pilottikaari sammuu pian sytytyksen jälkeen. Elektrodin
päässä olevan pallon koko kasvaa, mikäli
esilämmitysaika on liian pitkä.
Vaihtovirran balanssisäätö (AC-I-balanssi,
virranvoimakkuuteen perustuva)
Myös tämän toiminnon tarkoituksena on
TIG-vaihtovirtahitsauksen aikana tapahtuva
puhdistusvyöhykkeen säätö.
Tämä säätötoiminto
perustuu kuitenkin
positiivisen jakson
virranvoimakkuuden
suhteeseen negatiivisen
jakson
virranvoimakkuuteen.
Positiivisen puhdistusvirran
laskeminen saattaa vaikuttaa siten että volframi-
elektrodin käyttöikä pitenee. Säätö on mahdollista
välillä 30-170%.
Hidas pulssi
(TIG DC tai TIG AC)
Näppäimellä valitaan hidas pulssi.
Pulssivirta on sama kuin asetettu virta.
Säätömahdollisuudet:
Pulssiaika
Säädettävissä 0,01-10 sek/tasavirta ja 0,1-
10 sek/vaihtovirta, säätötarkkuus 0,01 sek.
Taukoaika
Säädettävissä 0,01-10 sek/tasavirta ja 0,1-
10 sek/vaihtovirta, säätötarkkuus 0,01 sek.
Perusvirta
Säätö: 10-90% pulssivirrasta.
Nopea pulssi
Näppäimellä valitaan nopea
pulssitoiminto. Pulssivirta on sama
kuin asetettu virta. Säätömahdollisuudet:
Pulssitaajuus
Säädettävissä ainoastaan
tasavirtahitsauksessa. Säätöväli 25-523 Hz.
Perusvirta
Säätö: 10-90% pulssivirrasta.
Synergy PLUS
TM
(vain TIG DC)
Koneet säätävät automaattisesti ja
dynaamisesti kaikkia ylempiä
pulssiparametrejä hitsauksen aikana, kun
huippuhitsausvirta on asetettu.
TIG silloittaminen TIG-A-TACK
TM
Koneessa on silloitusohjelma, jonka avulla
voidaan nopeasti vaihtaa hitsauksesta
silloitukseen. TIG-tasavirta- (DC) ja vaihtovirta- (AC)
hitsauksessa on käytössä seuraavat ominaisuudet:
- kaarensytytys HF (korkeataajuus) 2-tahti
- ei virrannousua/virranlaskua
- ei pulssia
- Pistehitsausajan voi asettee 0,01 ja 2,5 sek.
välille, säätö/askel 0,01 sek., jos ”pistehitsausaika”
on valittu.
Puikkohitsaus (MMA)
Näppäimellä valitaan
puikkohitsaus. Hitsausprosessia
ei voi vaihtaa kesken hitsauksen.
Hot start – sytytysvirran säätö
Hot start –toiminto helpottaa kaaren syttymistä
puikkohitsauksen alussa. Tämä saavutetaan
nostamalla hitsausvirtaa (kun elektrodilla kosketaan
työkappaletta) suhteessa asetettuun arvoon. Tämä
korkeampi virta-arvo pidetään puolen sekunnin ajan,
minkä jälkeen virta alenee hitsausvirran asetettuun
arvoon.
 Loading...
Loading...





