76
Svařování metodou TIG
Svařování metodou TIG
Parametry lze nastavit otočným knoflíkem poté,
co jsou zobrazeny na displeji. Parametr vyberete
stisknutím příslušné klávesy. Rozsvítí se odpovídající
diodová kontrolka.
Předfuk plynu [s]
Předfuk plynu je časový úsek, během kterého
plyn proudí po stisknutí spínače hořáku a
před vytvořením vysokofrekvenčního oblouku. Rozsah
nastavení 0-10 sekund. V případě procesu LIFTIG se jedná
o časový úsek do vzdálení hořáku od svařence.
Počáteční proud (A%)
Ihned po vzniku oblouku stroj reguluje svařovací
proud na hodnotu uvedenou v parametru
Počáteční proud. Počáteční proud je nastavený jako
procento požadovaného svařovacího proudu v rozsahu
1-200 % tohoto proudu. Uvědomte si, že hodnoty vyšší
než 100 % vytvářejí počáteční proud vyšší než svařovací
proud.
Náběh proudu (s)
Po vytvoření oblouku svařovací proces vstupuje
do fáze náběhu, během které vzroste lineárně
z hodnoty nastavené pro parametr Počáteční proud na
požadovaný svařovací proud. Trvání náběhu lze měnit v
rozsahu 0-20 sekund v krocích po 0,1 sekundy.
Sekundární proud
Sekundární proud lze nastavit v rozsahu
10–200 % svařovacího proudu. Je aktivován ve čtyřech
krocích stisknutím a rychlým uvolněním spouště hořáku.
Uvědomte si, že hodnoty vyšší než 100 % vytvářejí
sekundární proud vyšší než svařovací proud.
Upozornění:
Sekundární proud se deaktivuje nastavením hodnoty
100%.
Doběh proudu [s]
Po stisknutí spouště pro ukončení svařování,
stroj přejde do režimu doběhu proudu, kdy
se svařovací proud snižuje na proud koncový. Doběh se
nastavuje v rozsahu 0-20s v krocích po 0,1s.
Koncový proud (A%)
Fáze doběhu končí, jakmile proud klesne na
hodnotu uvedenou v parametru Koncový proud.
Při 4taktním režimu spínání je možné pokračovat v režimu
koncového proudu do uvolnění spouště. Koncový proud
je nastavený jako procento požadovaného svařovacího
proudu v rozsahu 1-90 % tohoto proudu.
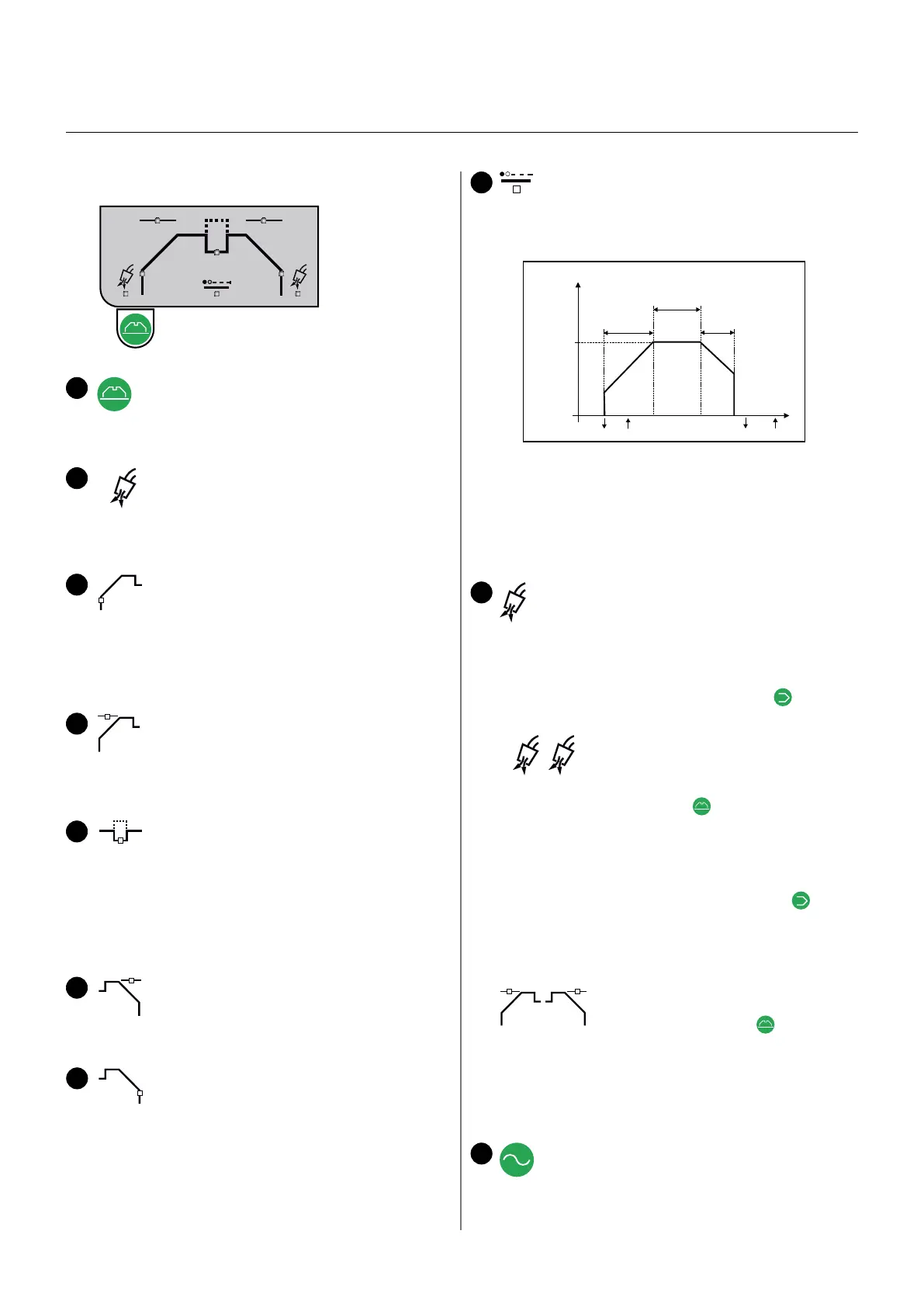
Čas bodového svařování
Čas bodového svařování metodou TIG mezi
koncem náběhu a začátkem doběhu proudu. Proto
během času bodového svařování stroj svařuje nastaveným
proudem. Je-li funkce aktivní, dioda bliká.
Před zapálením oblouku nastavte časový spínač. V
závislosti na zvoleném režimu hořáku lze pomocí spouště
hořáku průběh bodového svařování přerušit.
Čas lze nastavit v rozmezí 0,01-600 sekund. Nastavením
času 0 sekund je funkce vypnuta. Při stehování lze časový
spínač nastavit v rozsahu 0,01-2,5 sekundy (viz TIG-A-
TACK).
Dofuk plynu [s]
Doba proudění plynu po zhasnutí oblouku. Rozsah
0-20s.
Synergický dofuk plynu (zvláštní příslušenství) lze
aktivovat nastavením času kratšího než 0 sekund, je-li
namontována souprava IGC. Na displejích je zobrazeno
IGC a aktuální dofuk plynu. Synergický dofuk plynu lze
nastavit v rozsahu +/− 50 % stisknutím klávesy a
nastavením ovládacího knoflíku (je-li funkce aktivní).
Souprava pro regulaci průtoku
plynu IGC (zvláštní příslušenství)
Průtok plynu lze regulovat, pokud je jako
zvláštní příslušenství instalována souprava pro regulaci
průtoku plynu. Stiskněte klávesu , dokud se nezobrazí
symboly předfuku a dofuku plynu. Průtok plynu je
proměnný v rozsahu 4-26 l/min.
Synergický průtok plynu lze aktivovat nastavením
hodnoty průtoku nižší než 1 l/min. Na displeji se zobrazí
IGC a aktuální průtok plynu. Synergický průtok plynu
lze nastavit v rozsahu +/− 50 % stisknutím klávesy a
nastavením ovládacího knoflíku (je-li funkce aktivní).
Plynový ventil se úplně otevře a regulace plynu je
ukončena při nastavení hodnoty průtoku plynu „OPn“
(27l/min).
Program pro drát CWF
(zvláštní příslušenství)
Stiskněte a přidržte klávesu , dokud
se nezobrazí symboly náběhu a doběhu proudu. Na
displeji se zobrazí X.YY, kde X je jednotka CWF a YY
je číslo příslušného programu, který má být použit.
Otáčením programátorem vyberte jednotku/program.
0,00 se použije v případě, kdy nesmí být aktivována žádná
jednotka CWF. (výchozí).
Typ svařování
Volba AC (střídavý) nebo DC (stejnosměrný) režim.
TIG AC svařování se používá pro hliník a jeho
slitiny, TIG DC svařování je pro ostatní materiály.
12
13
time
Amp
trig down ( ) / up ( )
slope-up
slope-down
spot
welding time
t
t
1
5
6
7
8
t 1 t 2
t
1
9
11
10
14
Řídící panel PI