76 77
AC-t-balance (časová závislost) (TIG)
Poměr času mezi kladnou (čistící) a zápornou
(svařující) půlvnou při AC svařování. Rozsah 20-80%
záporné půlvny. Tato funkce čistí material zejména při
začátku svařování, kdy je ještě studený.
Čistící půlvlna zajišťuje vytvoření správné taveniny bez
oxidu hliníku, který je izolantem, na jejím povrchu. V
případě metody MAA je stanovena pevná hodnota 50 %.
Nastavením parametru na hodnotu 100 % v režimu TIG
stroj vykoná standardní předehřev elektrody v polaritě
DC+ a následný návrat k polaritě DC− stejně jako v
případě standardní metody DC TIG. Tato funkce se
používá k čištění svařence při zapnutém oblouku.
AC frekvence
AC frekvenci lze nastavit v rozsahu 25-150 Hz pro
svařování metodou TIG. Nízká frekvence během
svařování metodou TIG zvyšuje sklon k tvorbě velké koule
na konci wolframové elektrody. Tento sklon klesá se
zvyšováním frekvence. Pro svařování metodou MMA lze
frekvenci nastavit v rozmezí 25-100 Hz. Snížení frekvence
na 0 Hz při svařování metodou MMA vede k obrácení
polarity elektrody (+/−), čímž odpadá nutnost výměny
držáku elektrody a uzemňovacího kabelu.
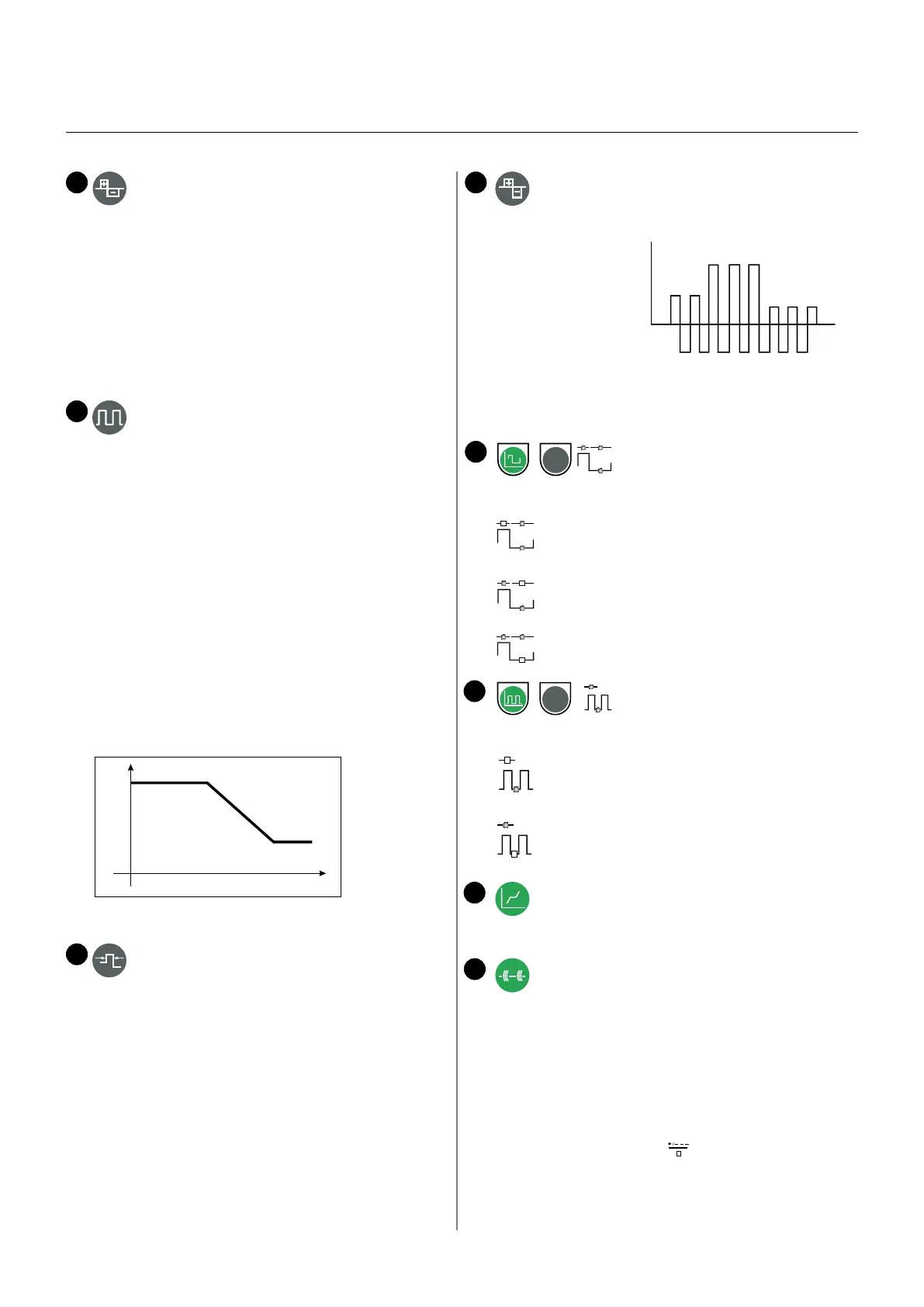
V závislosti na zvolené hodnotě proudu je AC frekvence
regulována a omezena v souladu s následujícími kritérii:
čím vyšší je proud, tím nižší je AC frekvence – viz graf.
Není-li zvolená AC frekvence kompatibilní se zvoleným
proudem, displej začne blikat. Požadovaná AC frekvence
bude aktivní jen v případě snížení proudu.
Během svařování je automatické snížení AC frekvence
signalizováno nepřetržitým blikáním zelené kontrolky
nad klávesnicí. Jestliže proud klesne v souladu s grafem,
kontrolka zhasne, což signalizuje obnovení úplné shody
mezi frekvencí a proudem.
Maximální AC frekvence jako funkce svařovacího proudu
Předehřev elektrody
Doba předehřevu elektrody závisí na průměru
wolframové elektrody, úhlu nabroušení a na
velikosti kaloty na konci elektrody.
Nastavení je možné v rozsahu 1-20, kde 1 je minimální
hodnota a 20 maximální hodnota. Pokud je doba
předehřevu příliš krátká, projevuje se to krátkým
zapalovacím impulsem, který může vést ke zhasnutí
oblouku. Pokud je doba předehřevu příliš dlouhá, je
elektroda výrazně tepelně zatěžována, což se projeví
tvorbou kaloty ve tvaru koule na konci elektrody.
AC-I-balance, závislost na intenzitě proudu
(jen TIG)
Funkce je určená rovněž k nastavení zóny rafinace
během svařování metodou AC TIG.
Tato závislost však
vychází z intenzity
proudu během kladné
půlvlny v porovnání s
intenzitou proudu během
záporné půlvlny. Snížení
kladného rafinačního
proudu může prodloužit
životnost wolframové
elektrody. Nastavení je
možné v rozsahu 30-170 %. V případě metody MMA je
stanovena pevná hodnota 100 %.
Pomalý pulz (TIG DC a TIG AC)
Používá se k volbě pomalého pulzu.
Proud pulzu se rovná nastavenému
proudu. Lze nastavit:
Šířka pulzu
Rozsah 0,01-10 s (DC) a 0,1-10 s (AC), v krocích
0,01s.
Šířka prodlevy
Rozsah 0,01-10 s (DC) a 0,1-10 s (AC), v krocích
0,01s.
Bázový proud
Rozsah 10-90% svařovacích proudu.
Rychlý pulz (jen TIG DC)
Používá se k volbě rychlého pulzu.
Proud pulzu se rovná nastavenému
proudu. Lze nastavit:
Frekvence pulzu
Pro svařování metodou TIG DC je rozsah
25-988Hz a pro svařování metodou MMA DC je
rozsah 25-100 Hz.
Bázový proud
Nastavení v rozsahu 10–90 % proudu pulzu.
Synergy PLUS
TM
(jen TIG DC)
Stroje automaticky a dynamicky nastaví všechny
souhrnné parametry pulzu během svařování, je-li
špičkový svařovací proud nastaven programátorem.
TIG stehování TIG-A-TACK
TM
Stroj nabízí jeden program stehování v každém
svařovacím program pro rychlý přechod od
svařování ke stehování. Pro metody TIG DC a AC jsou k
dispozici následující funkce:
- 2taktní vysokofrekvenční zapálení oblouku,
- žádný náběh a doběh proudu,
- žádný pulz,
- předfuk/dofuk plynu podle svařovacího programu
- čas bodového svařování 0,01–2,5 sekundy v krocích po
0,01 sekundy – nastavte hodnotu volbou parametru
„čas bodového svařování“ .
19
20
21
18
100% 150% 50%
15
16
250A
450A
Amps
100Hz
150Hz
50Hz
17
22
Řídící panel PI