BODY REPAIR
BASE OF BODY REPAIR
9-29
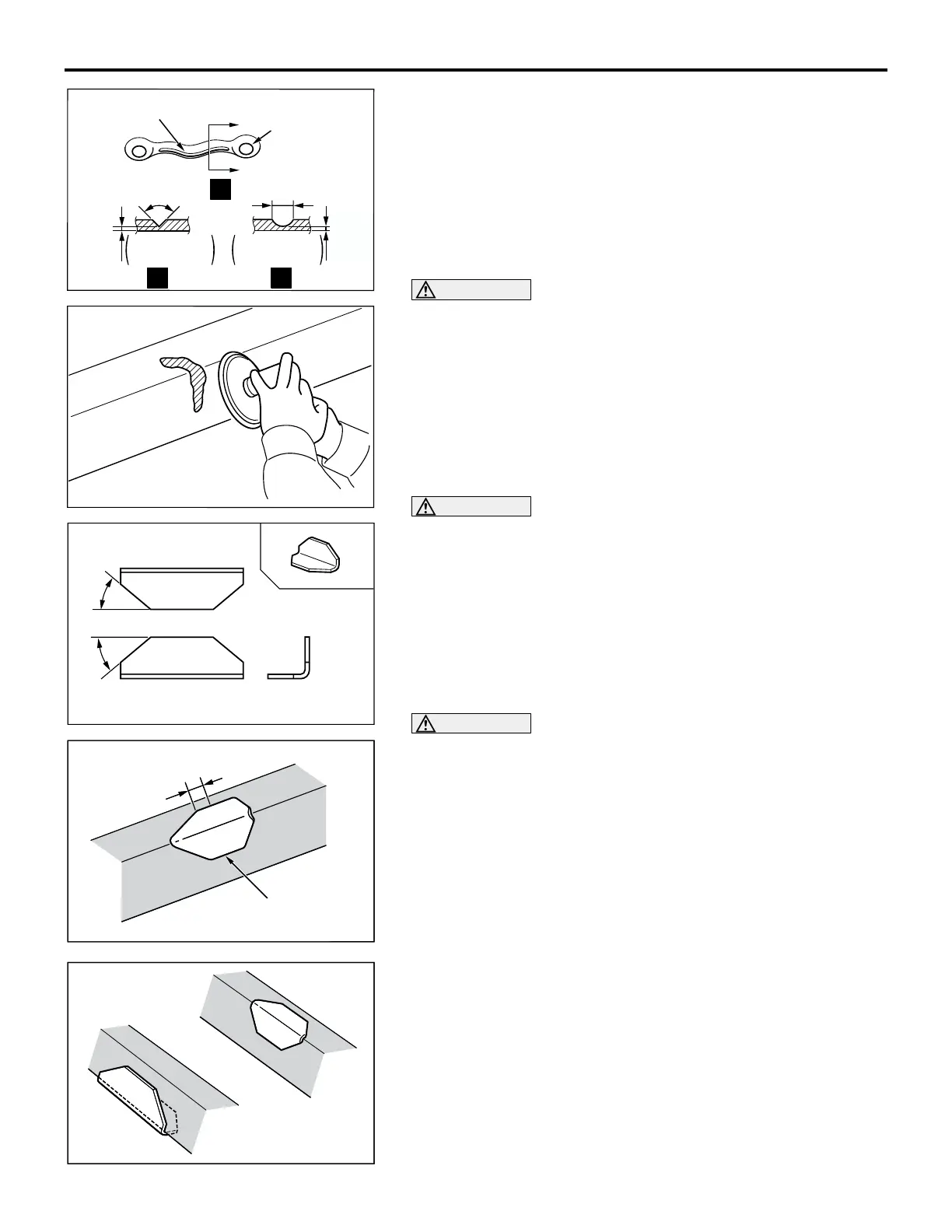
4. Use a chisel or gouging tool to open up the crack and holes,
and then fill the crack and holes by MIG welding.
CAUTION
• Gas welding should be avoided because it cause ther-
mal distortion of the frame.
• When using a grinder for finishing, be careful not to
grind the frame excessively.
5. Using a grinder for finishing after welding.
CAUTION
• The reinforcement plate should completely cover the
cracked part.
• The reinforcement plate should be the same thickness
and material as the frame.
6. To avoid a concentration of stress, prepare a reinforcement
plate that has been cut to 30 - 45 degree angle at both ends.
CAUTION
Be sure that the edges of the reinforcement plate are not
near any place where a concentration of stress of the
crossmember or spring hanger installation part, etc. could
easily occur.
7. Attach the reinforcement plate to the repaired crack area by
MIG welding. In order to avoid a concentration of stress at
the time, weld the reinforcement plate at points about 10 mm
(0.4 inch) from its edges.
AB200130
AB
CRACK
CRACK-STOP
HOLE
APPROX.
8 mm (0.3 in)
APPROX.
1 mm
(0.04
in)
APPROX.
1 mm
(00.4 in)
APPROX.
90˚
IF A CHISEL
IS USED
IF A GOUGE
IS USED
A
AA
AB200131
AB
AB200132
A
A
A : 30˚ - 45˚
AB
AB200133AB200133
10 mm (0.4 in)
WELDED POINT
AB
AB200134AB200134
AB
(2)
(1)

 Loading...
Loading...






