1 - 5 1 - 5
MELSEC-Q
1 GENERAL DESCRIPTION
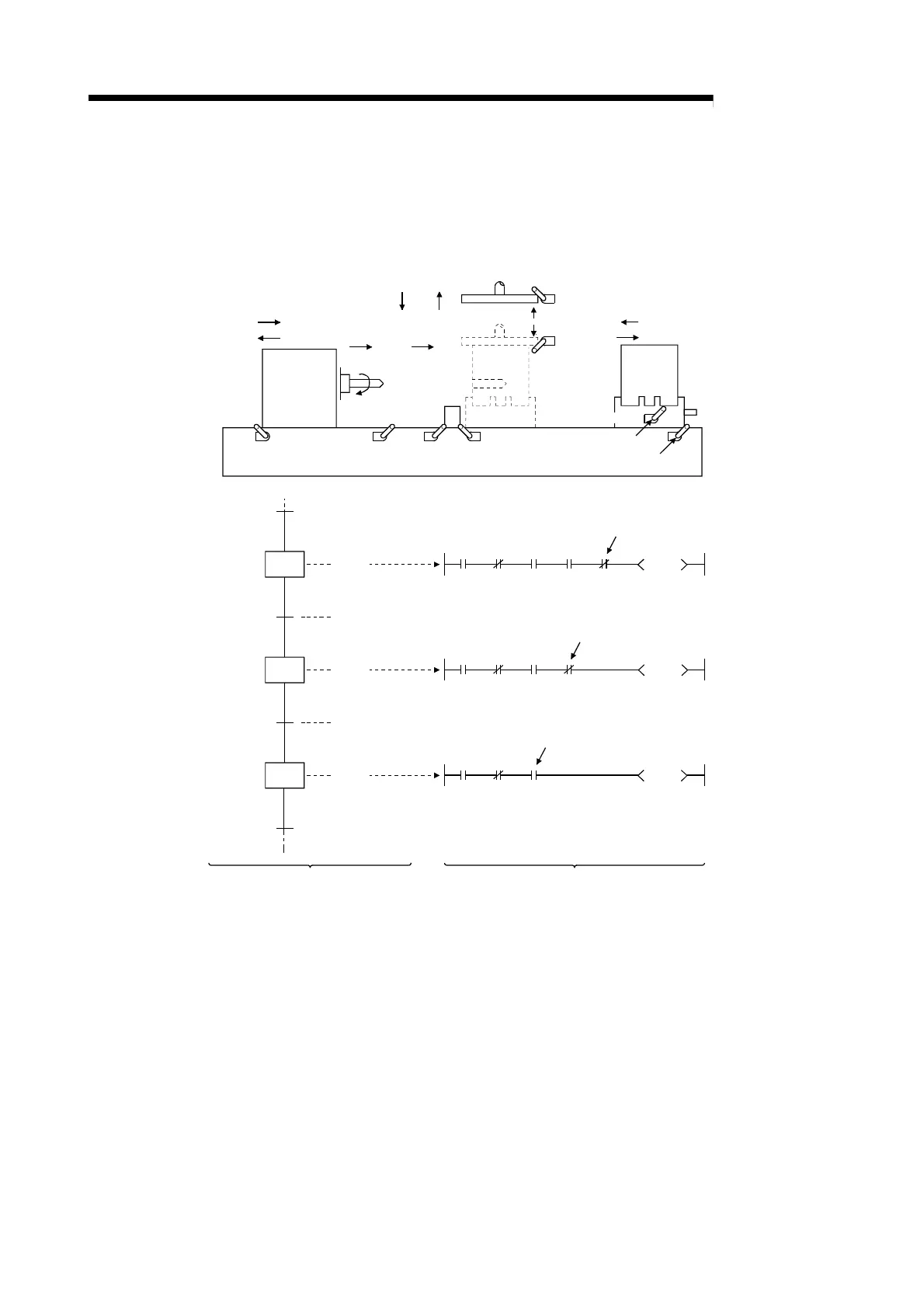
(2) Program development efficiency is enhanced by dividing control into parts
The machine control process can be divided into parts by describing the operation sequence
and machine control separately. The MELSAP-L is used to describe the operation sequence
for the machine, and a sequence program (circuit/list) is used to describe the machine control
including individual interlock.
SOL1
SOL2
Clamp
LS-U
Clamp UP endpoint
Clamp DOWN endpoint
MTO-F
MTO-B
MT1-F
MT1-B
Headstock
rotation
MT2-R
LS10
LS-D
Carriage
(Headstock RETRACT
endpoint)
LS0
(Machining
START)
LS1
(Machining
END)
LS2
(Carriage ADVANCE
endpoint)
LS-F
(Carriage RETRACT endpoint)
LS-R
oM0
Carring ADVANCE
Carring ADVANCE endpoint
aX13
oM1
Clamp DOWN
step 6
Clamp DOWN endpoint
aX17
oM2
Headstock ADVANCE
step 7
step 5
SFC program
M2 X12
Y20
M0
Y24
X13 X10
X16
M1
Y22
X17
X10
Interlock such as
emergency stop
Interlock such as
emergency stop
Interlock such as
emergency stop
Sequence program

 Loading...
Loading...







