6 - 20
MELSEC-Q
6 SEQUENCE PROGRAM USED FOR POSITIONING CONTROL
6.4 Positioning program examples
An example of the "Axis 1" positioning program is given in this section.
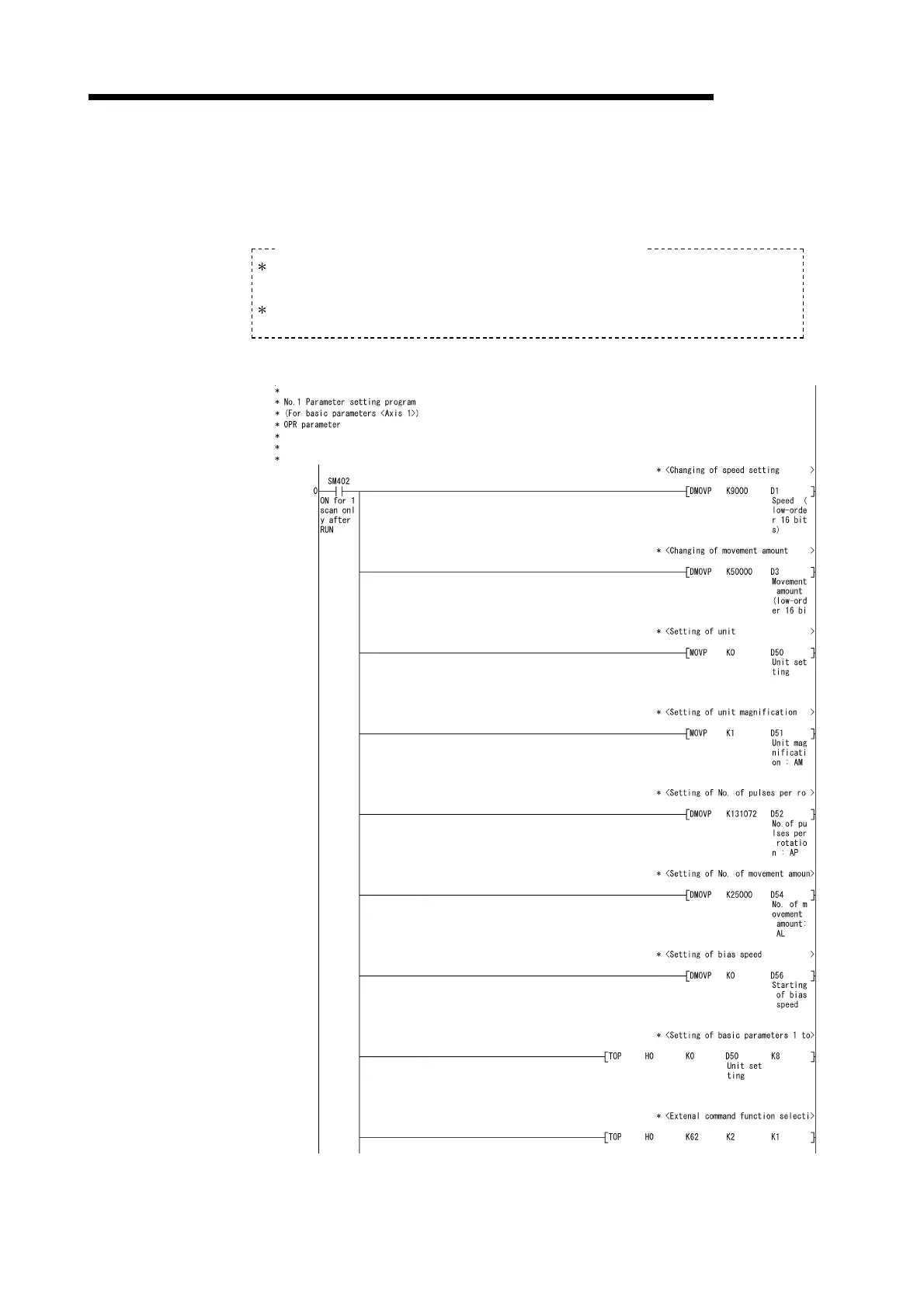
[No. 1] to [No. 3] parameter and data setting program
When setting the parameters or data with the sequence program, set them in the QD75 using the
TO command from the PLC CPU. (Carry out the settings while the PLC READY signal [Y0] is
OFF.)
When setting the parameters or data with GX Configurator-QP, the [No. 1] to [No. 3] program
is not necessary.

 Loading...
Loading...