9 - 40
MELSEC-Q
9 MAJOR POSITIONING CONTROL
Positioning data setting example
[Reference axis is designated as axis 1.]
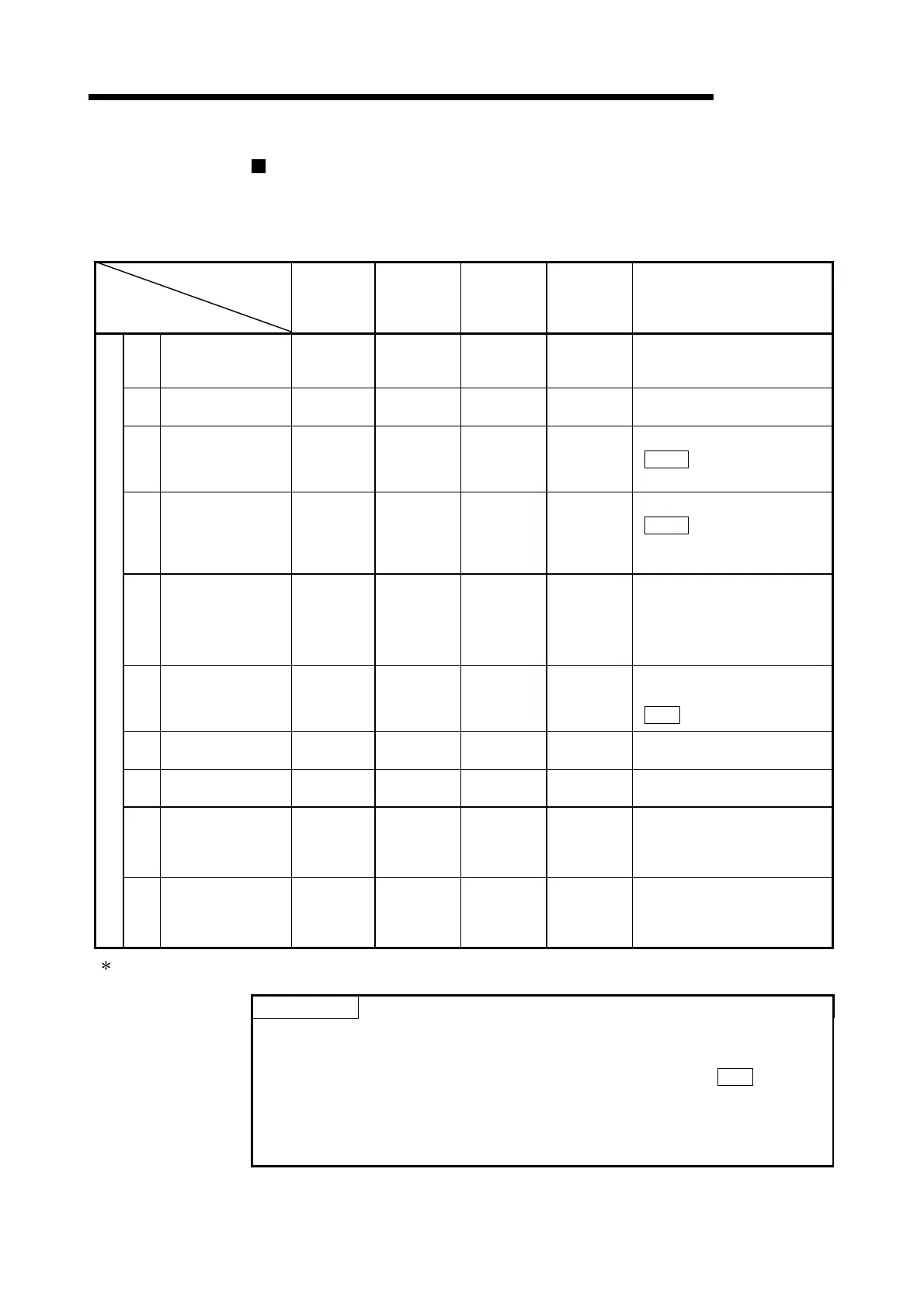
The following table shows setting examples when "4-axis linear interpolation
control (ABS linear 4)" is set in positioning data No. 1 of axis 1. (The required
values are also set in positioning data No. 1 of axis 2, axis 3 and axis 4.)
Axis
Setting item
Axis 1
(reference
axis) setting
example
Axis 2
(interpolation
axis) setting
example
Axis 3
(interpolation
axis) setting
example
Axis 4
(interpolation
axis) setting
example
Setting details
Da.1 Operation pattern Termination – – –
Set "Termination" assuming the
next positioning data will not be
executed.
Da.2 Control system ABS linear 4 – – –
Set absolute system 4-axis
linear interpolation control.
Da.3
Acceleration time
No.
1 – – –
Designate the value set in
"
Pr.25
Acceleration time 1"
as the acceleration time at start.
Da.4
Deceleration time
No.
0 – – –
Designate the value set in
"
Pr.10
Deceleration time 0"
as the deceleration time at
deceleration.
Da.5
Axis to be
interpolated
– – – –
Setting not required (setting
value will be ignored).
When axis 1 is used as a
reference axis, the interpolation
axes are axes 2, 3 and 4.
Da.6
Positioning address/
movement amount
4000.0
µ
m 8000.0
µ
m 4000.0
µ
m 3000.0
µ
m
Set the end point address.
(Assuming "mm" is set in
"
Pr.1
Unit setting".)
Da.7 Arc address – – – –
Setting not required (setting
value will be ignored).
Da.8 Command speed
6000.00
mm/min
– – –
Set the speed during movement
to the end point address.
Da.9 Dwell time 500ms – – –
Set the time the machine dwells
after the positioning stop (pulse
output stop) to the output of the
positioning complete signal.
Axis 1 Positioning data No. 1
Da.10
M code 10 – – –
Set this when other sub
operation commands are issued
in combination with the No. 1
positioning data.
Refer to section "5.3 List of positioning data" for information on the setting details.
POINTS
•
When the "reference axis speed" is set during 4-axis linear interpolation control,
set so the major axis side becomes the reference axis. If the minor axis side is set
as the reference axis, the major axis side speed may exceed the "
Pr.8
Speed
limit value".
•
Refer to section "9.1.6 Interpolation control" for the reference axis and
interpolation axis combinations.

 Loading...
Loading...