7 Start-up and weld quality check Page 44
Stud welding unit operating manual Date: July 2021
ALPHA 850 07.2021 / EN Rev.: A
7.5.1 Visual inspection “drawn arc process”
In this operating manual, the weld joint check is limited to visual inspection of the
welds. A description of the mechanical and technological tests would go beyond the
scope of this operating manual.
Detailed information on this can be found in EN ISO 15614-1, 2.*)
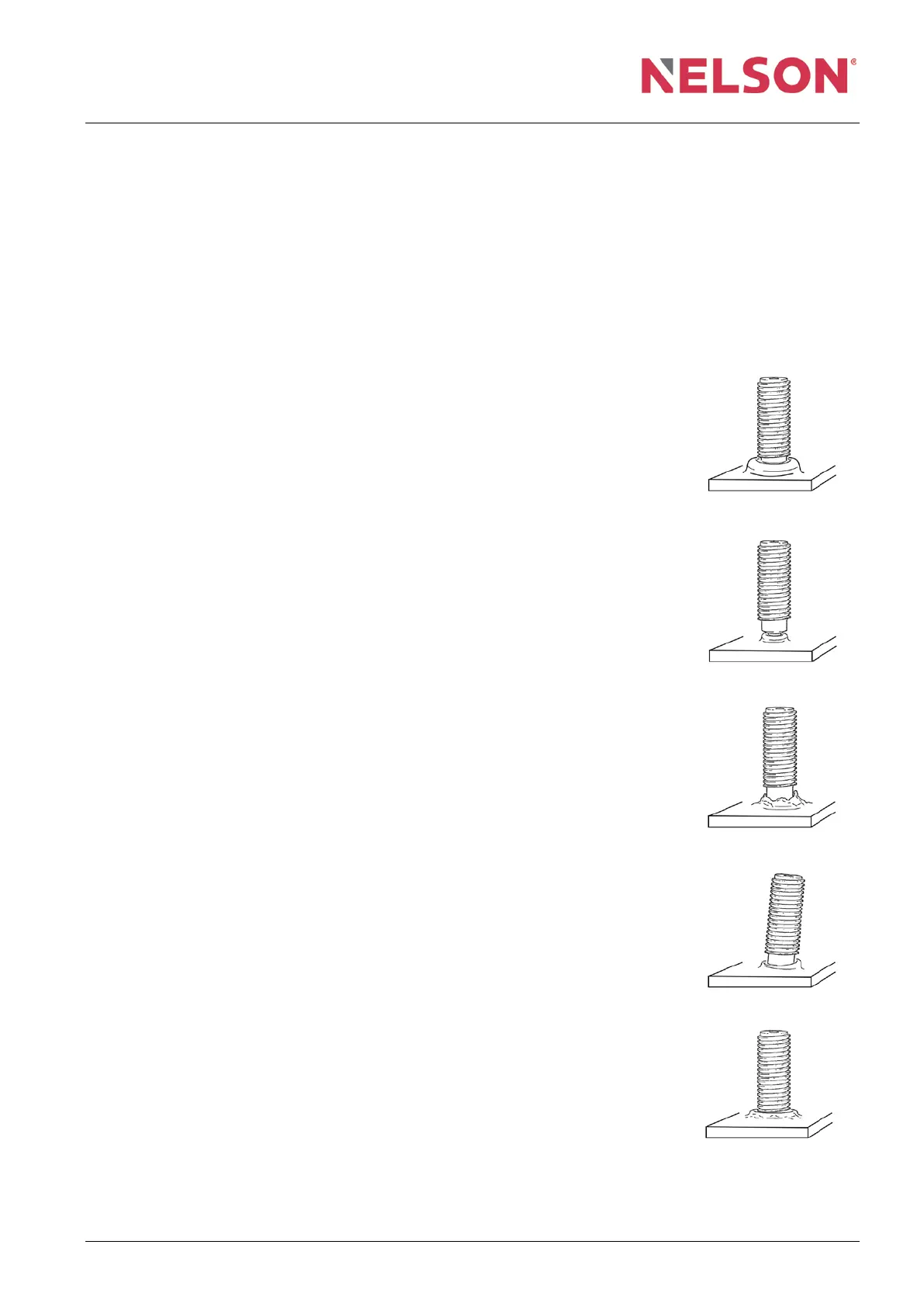
1. Defect-free weld
Weld bead is even, glossy and closed. Stud length after
welding within tolerance.
Corrective action: Not necessary. No change to the
electrical and mechanical parameters.
2. Defective weld
Constriction on the weld, stud too long.
Corrective action: Enlarge stud stick out, check lift, check
centring of the ceramic ring.
Decrease welding current and/or welding time.
3. Defective weld
Weakly formed, uneven weld bead with matt surface.
Stud too long.
Corrective action: Increase weld time and weld current,
dry the ceramic rings in the oven, if necessary.
4. Defective weld
Weld bead one-sided, undercut.
Corrective action: Eliminate arc blow effect, check
centring.
5. Defective weld
Weld bead low, surface glossy with heavy spatter. Stud
too short.
Corrective action: Decrease weld time and weld current,
adjust stud stick out and/or damping.
*)
EN ISO 15614-1, 2: Specification and qualification of welding procedures for metallic materials –
Welding procedure test