NCD+ 1000T & 1600T Manual | Control and Display Elements
Part No. 729-110-038 Rev. 1.21 | May 2016 18 © 2014 Nelson Stud Welding, Inc. All Rights Reserved.
2.3 Teaching Welds (Cont’d)
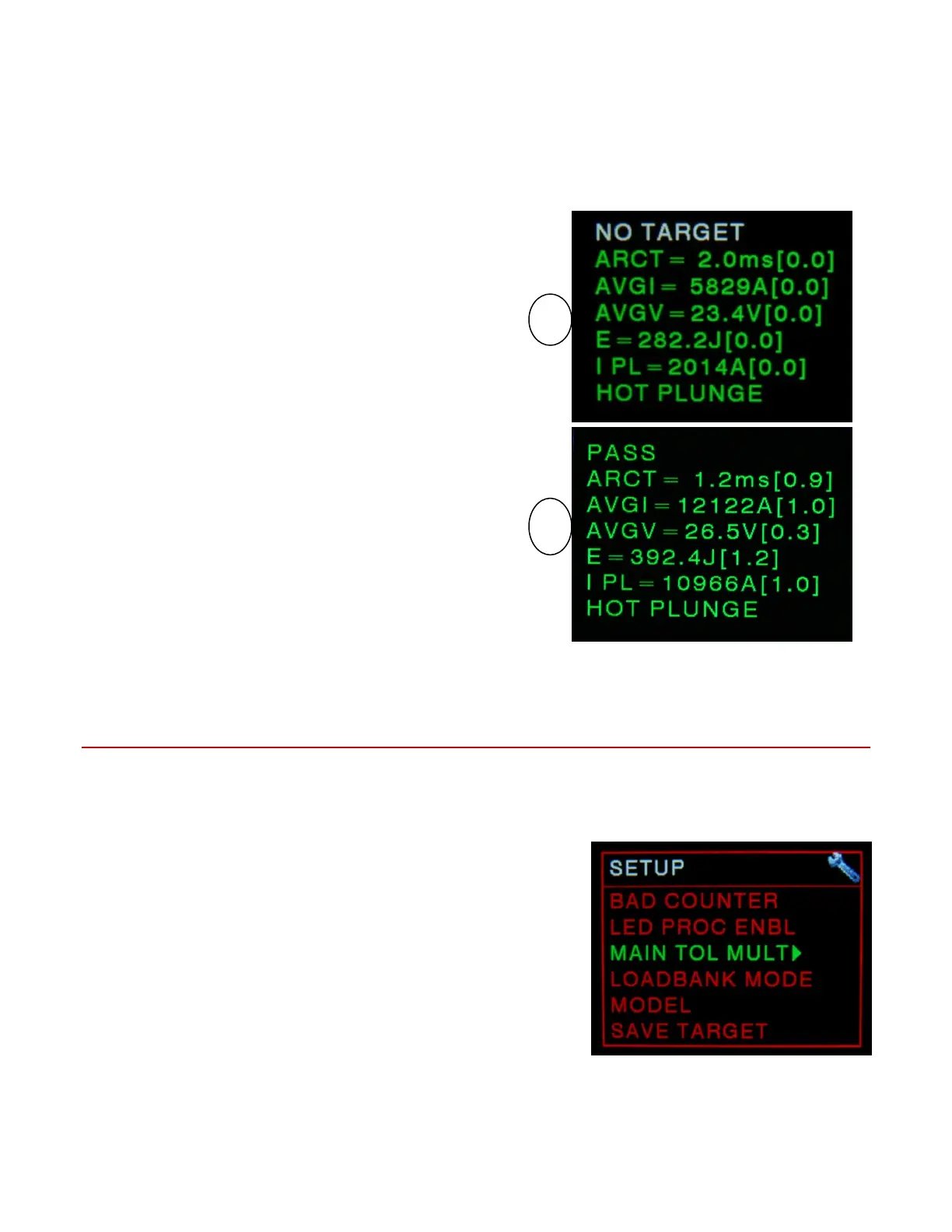
Scroll knob to go to the Weld Results screen which should read NO TARGET (Item 1 of Figure 2.6) as
the last weld wasn’t monitored. The subsequent welds will be monitored by the new target, and the first
line should indicate pass or fail (Item 2).
NOTE: There are 2 places to monitor the results for
teaching: the Process Monitor screen (where the
green bar = good results and the red bar = bad
results) and the Weld Details screen. Each line
represents a calculated parameter being monitored.
The number in the square brackets indicates the deviation
from the mean as a multiplier of the standard deviation.
The green line means the deviation falls within the
tolerance set for that parameter, and the red means it fell
outside.
2.3.2 Setting Tolerances
NOTE: Once the unit is powered up, press the knob once to enter the Process Monitor screen.
1. From the Voltage Selection screen, press and hold knob for 5 seconds to enter Setup screen.
2. Scroll down to highlight MAIN TOL MULT (Figure 2.7). Press the knob once to select the mode.
MAIN TOL MULT is the multiplier (1x, 2x, 3x…) for Teach
mode which automatically selects individual tolerances.
Factory default is 3x. The tolerance of each parameter can
be individually adjusted.
Higher values allow more room for leniency; whereas lower
values tighten the process.
Must retrain unit after adjusting MAIN TOL MULT. Adjusting
individual tolerances does not require retraining.
Represents Actual Deviation from Target
Parameter results less than Main Tolerance
Mult, or MAIN TOL MULT, are ‘good’
For example:
Main Tolerance = 3x
ArcT is less than 3 = Good
AvgI is greater than 3 = Bad
Scroll down for more parameters.
Figure 2.6 Weld Results Screen
Figure 2.7 MAIN TOL MULT Screen