en-938821/2 5 - 51
CNC Operation
5
Notes on Automatic Axis Recall
Axis recall after retraction by handwheels
Caution: After retraction of the axes by the handwheels, automatic axis recall is enabled, but in this case, the axes may
be recalled in any order. It is therefore not recommended to use this mode if the number of points stored in word N2
of machine parameter P114 is different from zero (see Parameter Manual). If the number of points is equal to zero,
the axes are recalled by linear interpolation.
Number of retraction points stored
The number of retraction points that can be stored (maximum 10) is declared in word N2 of machine parameter P114
(see Parameter Manual).
REMARK When the number of retraction steps exceeds the number of points that can be
stored, the axes are recalled by linear interpolation up to the last point stored then
paraxially on each axis up to the starting point.
Speed of movement and approach distance d
Automatic axis recall takes place at the specified jog rate. However, approach of the recall point at the work rate can
be specified at an approach distance d declared in word N3 of machine parameter P114 (see Parameter Manual).
When the axes reach the point at distance d from the point where work is to be resumed, the feed rate applied is that
programmed in the current block.
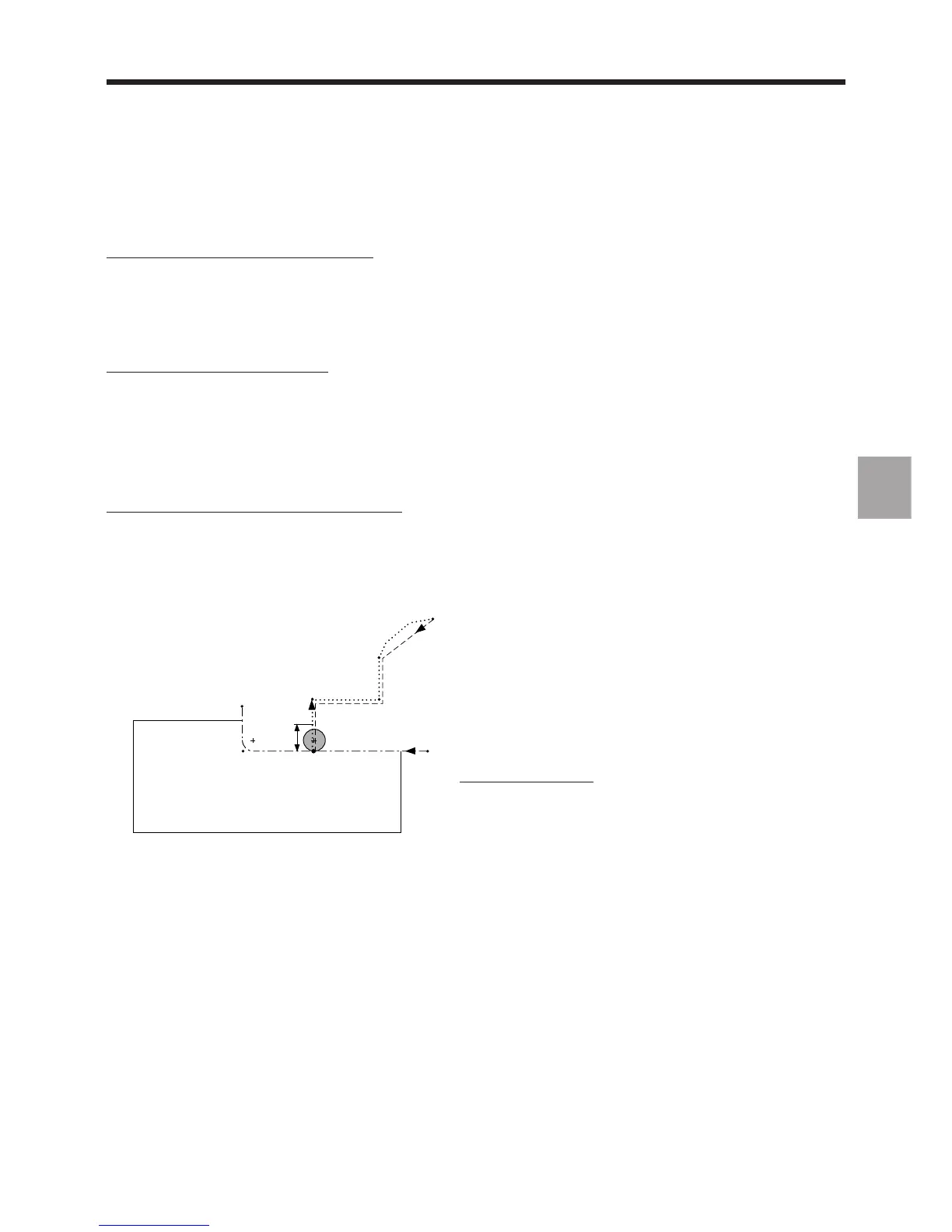
P1
Pn
Px
P2
b
a
c
P
d
a, b, c: Programmed tool path
P: Tool stop point (machining interrupted)
P1 to Pn...: Retraction path (maximum 10 points)
Pn to Px: Retraction path not stored
Pn: Last point stored
Automatic axis recall
Px to Pn ...: Recall linear up to last stored point Pn
Pn to P: Return to restart point P (see d)
d: Approach distance
5.5.1.5 Sequence Number Search
The sequence number search mode is used to start execution of a programme from a given block.
This mode can be used to restart machining which has been interrupted for emergency retraction once the incident
has been sorted out.
Requirements
Measurement origin setting performed on all the axes.
No mode being executed. If a mode is being executed, selection of the sequence number search mode is only taken
into account after an interruptible block (interruption is not possible during a machining cycle).
Programme selected as active programme (See 5.4.1.2).
No intervention in progress.