Cylinder Bore Inspection: Inspect
the
cylinder
bores for scuffing, scratches, wear, and scoring. If
these conditions exist, they must be rebored and
honed for the next oversize piston.
When the appearance
of
cylinder bores is accept-
able and there are no scuff marks, check
the
bores
for
wear
or
out-of-roundness as follows:
1. Check cylinder bore for taper, out-of-round,
and wear with a cylinder bore gauge, tele-
scope gauge,
or
inside micrometer. These
measurements should be taken at four places:
the top and bottom
of
piston ring travel, and
parallel and perpendicular to the axis
of
the
crankshaft.
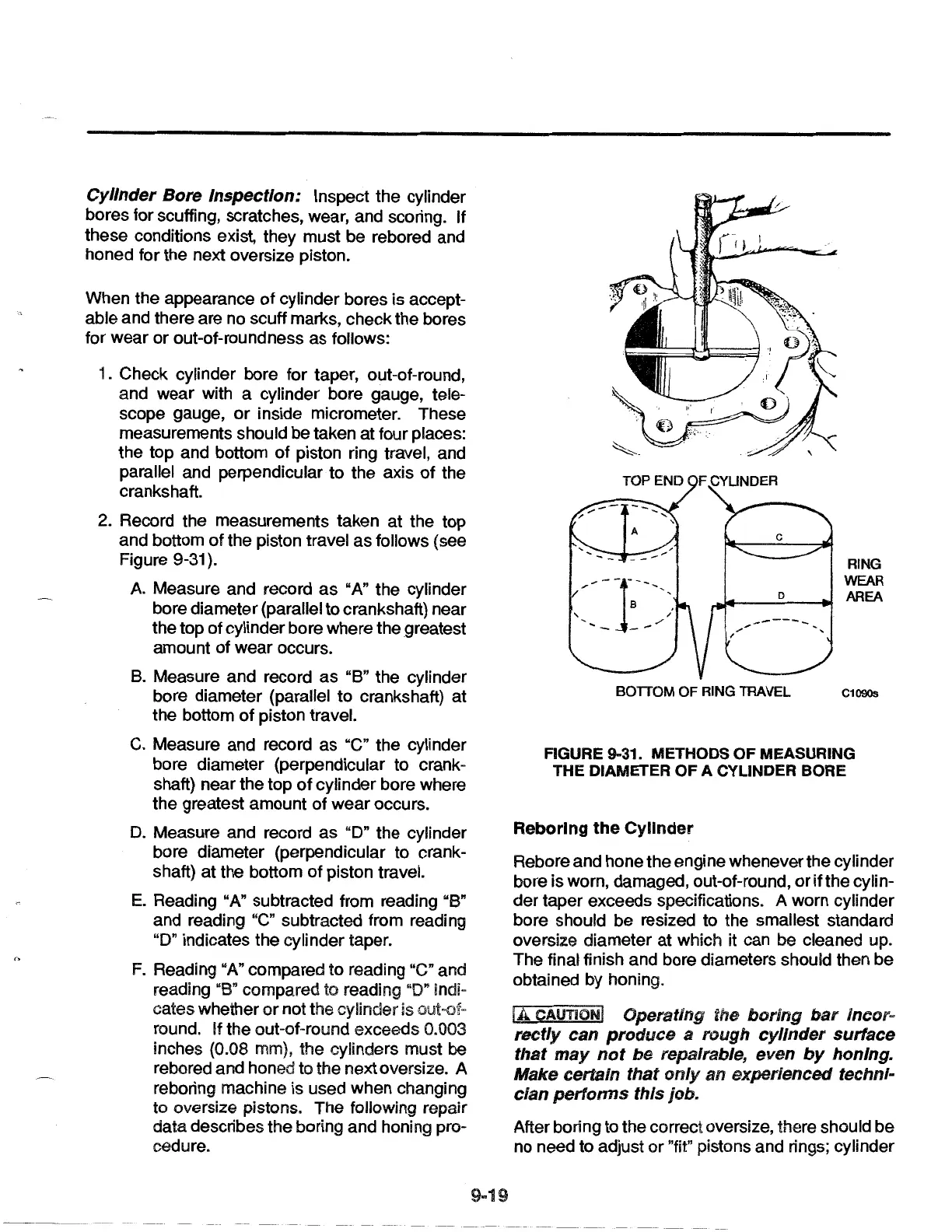
2. Record the measurements taken at the top
and bottom
of
the piston travel
as
follows (see
Figure 9-31
).
A Measure and record
as
"A" the cylinder
bore diameter (parallel to crankshaft) near
the top
of
cylinder bore where the greatest
amount
of
wear occurs.
B.
Measure and record
as
"8"
the cylinder
bore diameter (parallel to crankshaft}
at
the bottom
of
piston travel.
C. Measure and record as "C" the cylinder
bore diameter (perpendicular to crank-
shaft) near the top
of
cylinder bore where
the greatest amount
of
wear
occurs.
D.
Measure and record as "D" the cylinder
bore diameter (perpendicular to crank-
shaft}
at
the bottom
of
piston travel.
E.
Reading "A" subtracted from reading "B"
and reading "C" subtracted from reading
"D" indicates the cylinder taper.
F.
Reading "A" compared to reading "C" and
reading "8" compared to reading "D" indi-
cates whether
or
not the cylinder is out-of-
round. If the out-of-round exceeds 0.003
inches (0.08 mm), the cylinders must be
rebored and honed to the next oversize. A
reboring machine is used when changing
to oversize pistons. The following repair
data describes the boring and honing pro-
cedure.
,--]---~,
/ '
B '
' /
'
./
.....
_
--
D
------
BOTTOM
OF
RING TRAVEL
RING
WEAR
AREA
C1090s
FIGURE 9-31. METHODS OF MEASURING
THE DIAMETER OF A CYLINDER BORE
Reborlng
the
Cylinder
Rebore and hone the engine whenever the cylinder
bore is worn, damaged, out-of-round,
or
if
the cylin-
der
taper exceeds specifications. A worn cylinder
bore should be resized to the smallest standard
oversize diameter
at
which it can be cleaned up.
The final finish and bore diameters should then be
obtained by honing.
lA CAUTION! Operating the
boring
bar
incor~
rectly
can
produce
a rough
cylinder
surface
that
may
not
be
repairable, even
by
honing.
Make certain that
only
an experienced techni-
cian performs this job.
After boring to the correct oversize, there should be
no need to adjust or
"fit" pistons and rings; cylinder
 Loading...
Loading...