6
prevent falling or pping. Keep cylinders away from
any welding or other electrical circuits. Never drape
a welding torch over a gas cylinder. Never allow a
welding electrode to touch any cylinder. Never weld
on a pressurized cylinder - explosion will result. Use
only correct shielding gas cylinders, regulators, hoses,
and ngs designed for the specic applicaon;
maintain them and associated parts in good condion.
Turn face away from valve outlet when opening
cylinder valve.
Use the right equipment, correct procedures,
and sucient number of persons to li and move
cylinders.
Read and follow instrucons on compressed gas
cylinders, associated equipment, and Compressed Gas
Associaon (CGA)
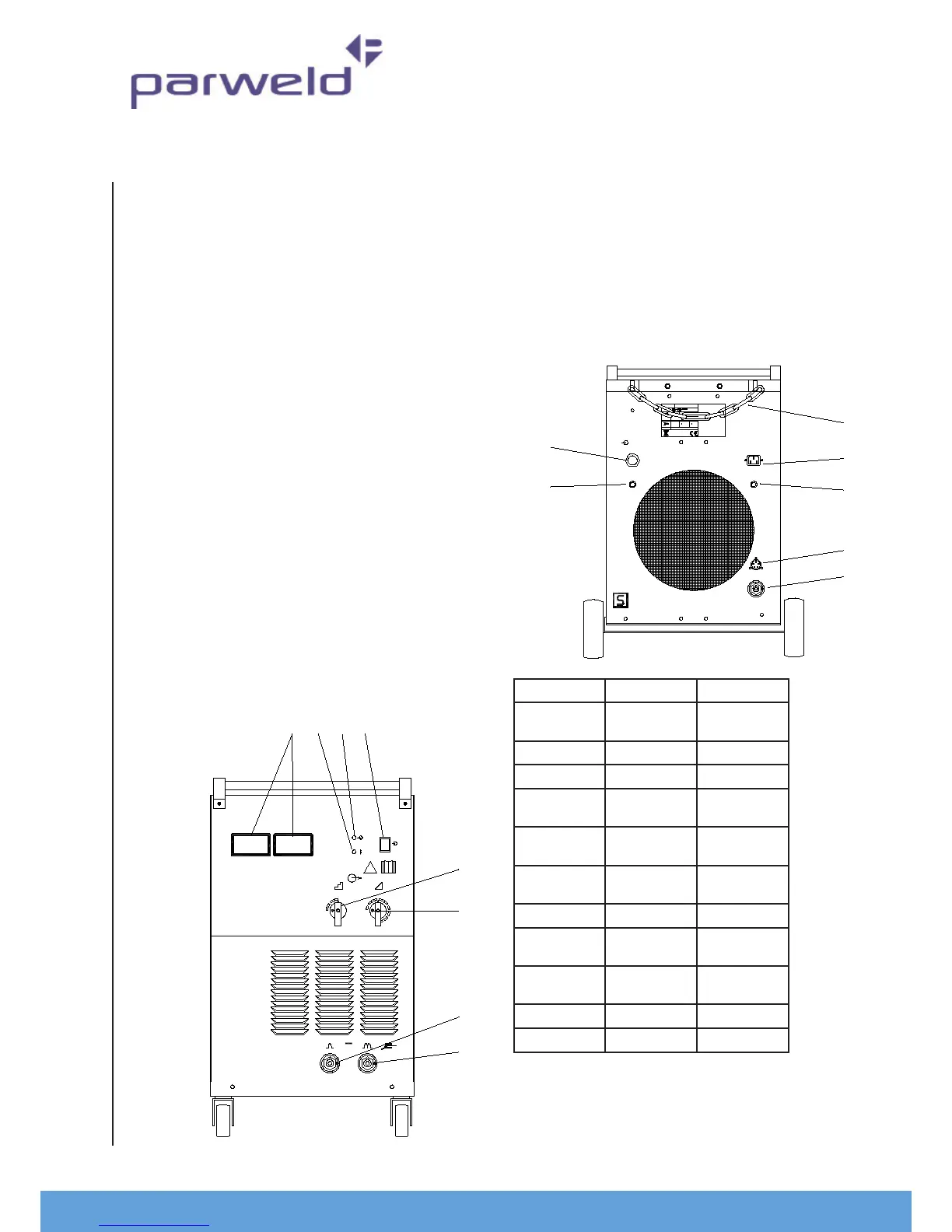
2.0 Product Descripon
The XTM 353S and 403S are complete
semiautomac constant voltage DC arc welding
machines built to meet CE specicaons. They
combine a constant voltage power source and a
constant speed wire feeder with a microcomputer-
based controller to form a reliable high-performance
welding system. A simple control scheme, consisng
of a range voltage and wire feed speed controls,
provides versality with ease of use and accuracy.
Other features include separate wire feed unit for
remote operaon, an integral gas cylinder mounng
undercarriage, an adjustable Argon ow regulator
with cylinder pressure gauge and inlet hose, a Parweld
MIG torch, and a 3.0m work cable with clamp.
Digital meters display the actual welding voltage and
amperage and the machine has addional controls for
adjustment of burn back and so starng.
3.0 Technical Specicaons
The XTM353S and 403S are a separate type machine
with the wire feed unit connected to the power supply
but a 5m interconnecng cable for use with 3 phase
400V supply.
Feature XTM353S XTM403S
Input
voltage
400V +/-
10%
400V +/-
10%
Hz 50 50
Phases 3 3
Current
Draw (A)
13 14
Fuse rang
(A)
16 25
Output
current (A)
50-250 60-350
OCV 18-36 20-45
Load
voltage
16.5-26.5 17-31.5
Feed speed
m/min
0.8-24 0.8-24
Feed motor 42V 42V
Wire drive 4 roll 4 roll
1 2
3 4
5
6
7
8
9
8
7
6
4
5
1
2
3
A
B
C
1
V
!
0
V A
XTM 403S
V
V
9
11
12
14
15
WIRE
FEEDER
INTERCONNECTING PLUG
WIRE FEEDER
8A
CONTROL
CIRCU IT
AUX 230V 1P
V
3P -400V
8A
ISO/IEC 60974-1
3 ~50 Hz
U0= 20~42V
U1 = 400v
I max =23A
I eff =16 A
IP 21S
Rohs Compliant
ENGLAND.
DY12 2TZ,
WORCESTERSHIRE,
LONG BANK BEWDLEY,
10
13