PATON ECO DC MMA - 10 -
3.1 “HOT-START” FUNCTION
Advantages:
- improved striking even when using poorly ignited electrodes;
- better penetration of the base material during striking, therefore, less lack of penetration;
- prevention of slag inclusions.
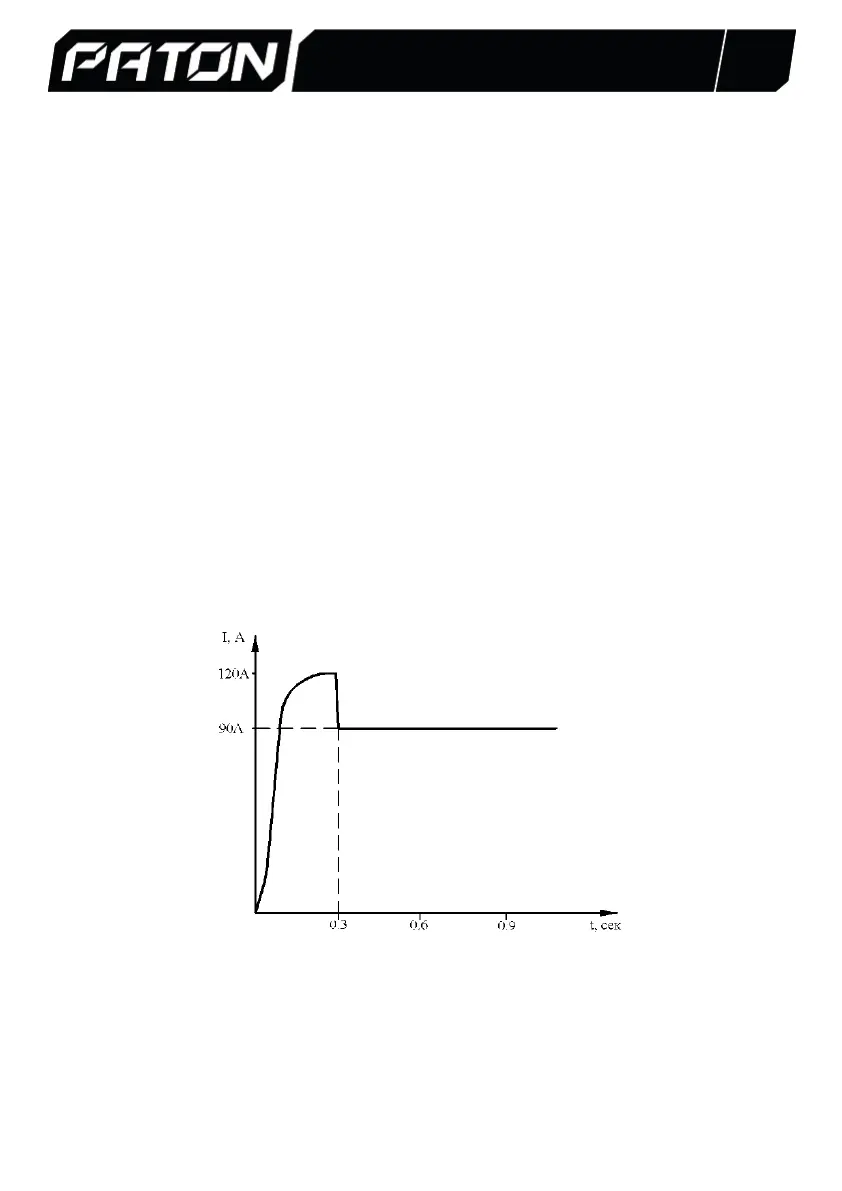
What helps to achieve this: for a short time at the moment of arc striking, the
welding current increases by 33% of the set value of the welding current (Fig. 3).
Example: welding with Ø3mm electrode
The value of the welding current set by the regulator is 90A.
The hot start current is 90A + 33% = 120A.
3.2 “ARC FORCE” FUNCTION
Advantages:
- increasing the stability of short-arc welding;
- improvement of the drop of metal transfer into the weld pool;
- improved arc striking;
- reduces the likelihood of electrode sticking.
What helps to achieve this:
when the voltage on the arc drops below the minimum allowable for stable arcing, the
welding current increases by 30% of the set one (Fig. 4).
Fig. 3. “HOT-START” function