6.8 Track control
Material flow can be regulated by employing track control, whereby unnecessary feeder running time (de-
creasing noise and energy consumption) and degradation of the component can be reduced.
6.8.1 Single point control
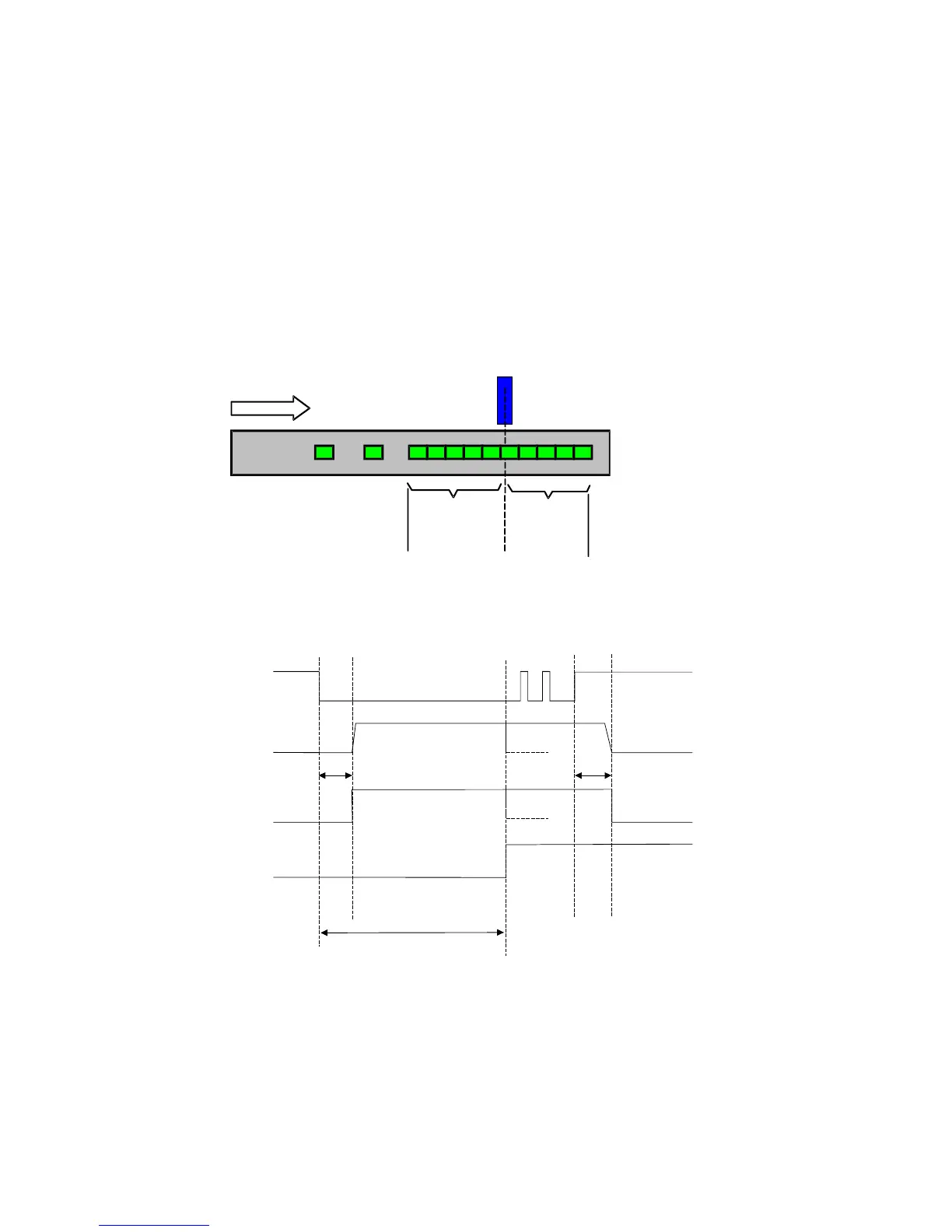
A bowl feeder is controlled from a material sensor located along the component track.
The feeder is switched on and off in response to a sensor, which monitors the material level. Internal, adjust-
able timers “t
on
and t
off
“ are used to delay the switching, and so the material level rises and falls around the
position of the sensor on the feed track.
The power output from the controller is switched on after product falls below the sensor position and the
switch on time delay has expired (t2). When product builds up behind the sensor position (t4), and the switch
off time delay has expired (t5), the power output from the control unit switches off. The time delays are reset
if gaps in the product flow are detected. The delay is always timed, precisely, from detection of the first or
last component. The on/off time delays are set by using trimmers or a programming menu in display panel.
9

 Loading...
Loading...