5. SCHWEIßNAHTFORMEN
EXTRUDER
Dieses tragbare Schweißgerät besteht aus einem Miniextruder mit
Plastifiziereinheit und wird durch einen elektrischen Motor angetrieben.
Um die zu schweißenden Teile vorzuwärmen, verfügt das Gerät über eine
Vorrichtung für die Warmluftproduktion, welche durch das Gerät selbst
angetrieben wird. Der Schweißdruck wird durch den Schweißschuh
ausgeübt, welcher auf dem Extruder angebracht ist und durch welchen der
extrudierte Schweißdraht ausgegeben wird. Je nach Anwendung kann der
Scheißschuh unterschiedlich konfiguriert sein, damit eine gleichmäßige
Druckausübung gewährleistet werden kann. Der Schweißdraht, welcher in
Rollen geliefert wird, ist für das Schweißen nötig. Er wird durch die
Einführhilfe eingegeben, wo dieser in der Plastifziereinheit des
Miniextruders extrudiert wird. Je nach Durchmesser des verwendeten
Schweißdrahtes ergibt sich die Ausstoßmenge in Kg.
AUSFÜHRUNG
Die Oberflächen der zu Schweißenden Teile werden durch die Warmluft, die
aus der entsprechenden Düse kommt, auf die Schweißtemperatur
vorgewärmt. Der Schweißdraht, welcher durch manuellen Antrieb
kontinuierlich aus dem Gerät ausgestoßen wird, wird auf die zu
schweißenden Teile gepresst. Das ausgestoßene Material schiebt das Gerät
automatisch vorwärts und bestimmt die Schweißgeschwindigkeit. Die
Vorwärmung der zu Schweißenden Oberflächen muss der
Schweißgeschwindigkeit angepasst sein.
VORAUSSETZUNGEN FÜR DAS MATERIAL
Halbzeuge und Schweißdraht müssen den Voraussetzungen für
Extruderschweißen entsprechen.
Bezüglich der Art, Bezeichnung und Haupteigenschaften des
Kunststoffmaterials sollte mindestens eine nach DIN 50049 zertifizierte
Herstellerbescheinigung verfügbar sein.
Sowohl das zu schweißende als auch das zugeführte Material muss in
perfektem Zustand für die Verarbeitung sein. Überprüfen Sie die
Schweißbarkeit der Teile nach DVS 2203.
SCHWEIßDRAHT
Der Schweißdraht muss entsprechend des verwendeten Schweißgerätes
und des zu schweißenden Materials gewählt werden. Der verwendete
Schweißdraht muss einige Eigenschaften mit sich bringen: Präzision der
Dimension, der Form und er darf keine Kavitäten aufweisen (siehe DVS
2211).
Materialien mit ungewisser Herkunft dürfen nicht verarbeitet werden.
Regenerierte Materialien dürfen nicht verwendet werden.
Der Schweißdraht muss trocken und sauber sein; das heißt, dass darauf
geachtet werden muss, dass er keine Feuchtigkeit aufweist, da die
Feuchtigkeit sonst in die Schweißung aufgenommen wird.
SCHWEIßNAHTFORMEN
Bezüglich der Wahl der Schweißnahtform für Behälter und Apparate gelten
im Allgemeinen die gültigen Regelwerke DVS 2205.
Insbesondere sind die hier aufgeführten technischen Aspekte für eine
korrekte Schweißung zu beachten.
Bei Extrusionsschweißungen werden normalerweise einschichtige Nähte
geschweißt. Falls es, im Falle von dickeren Halbfabrikaten, nicht möglich ist
ein „doppeltes V“ zu schweißen (siehe Beschreibung unten), können auch
mehrschichtige Schweißungen vorgenommen werden. Die Schweißnaht
muss seitlich ca. 3 mm über die vorbereitete Schweißstelle reichen.
Unten führen wird die wichtigsten und bekanntesten Nahtformen für
Extrusionsschweißungen auf:
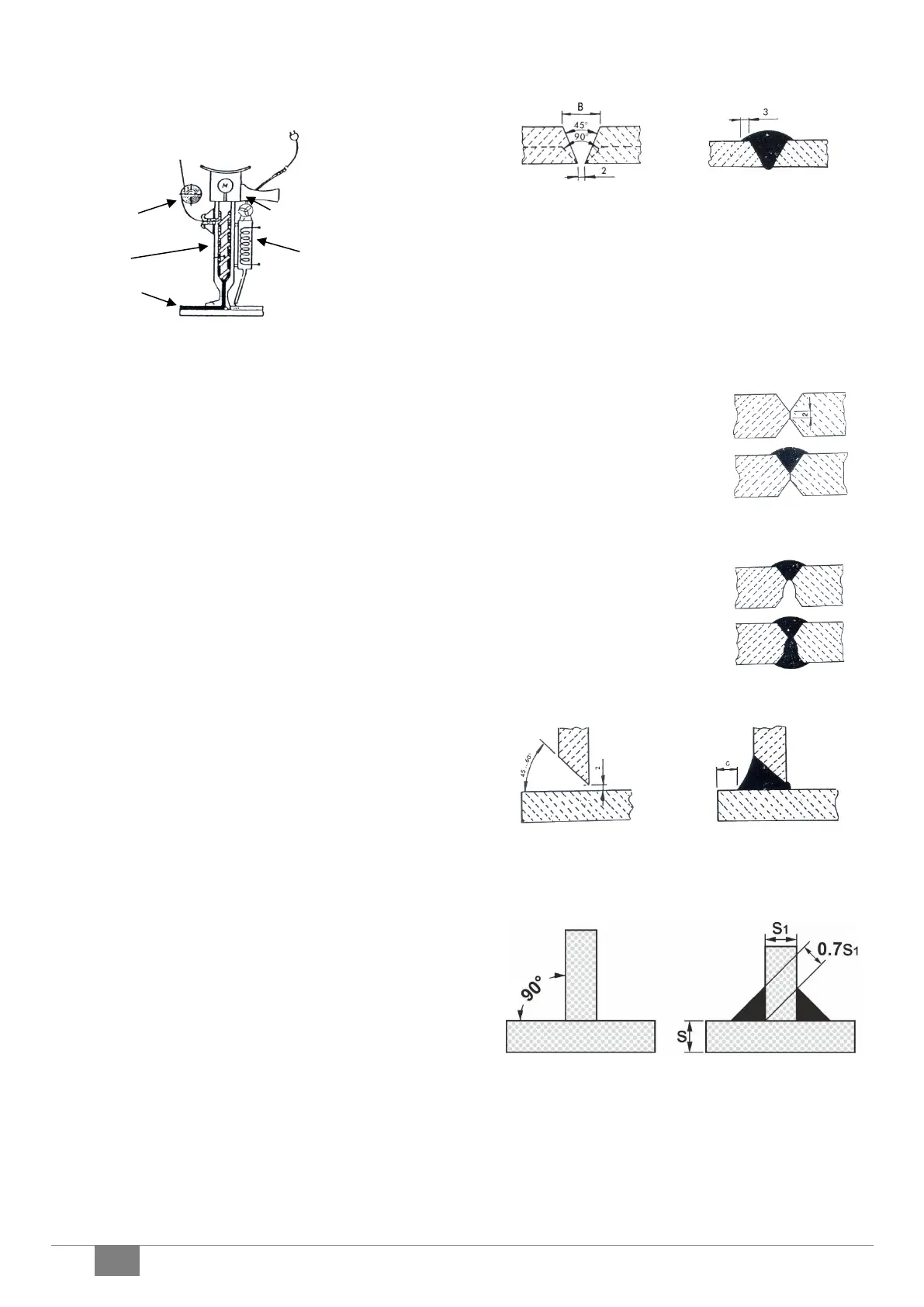
A Gerade Schweißung mit “V” Naht
Der Öffnungswinkel muss zwischen 45° und 90° sein, je nach dicke der zu
schweißenden Platte. Die Breite der Öffnung „B“ darf nicht größer als 30
mm sein für einschichtige Schweißungen, da sonst der Schweißer nicht den
nötigen Druck für die Schweißung ausüben kann.
Damit ausreichend vorgewärmt und geschweißt werden kann, muss der im
unteren Teil eine Öffnung von 2 mm vorgesehen werden. Kann diese
Größenangebe nicht eingehalten werden, müssen besondere
Vorkehrungen getroffen werden. Zum Beispiel ein Durchgang nur mit
Warmluft oder mehrschichtige Schweißung.
B Gerade Schweißung mit “doppelter V” Naht