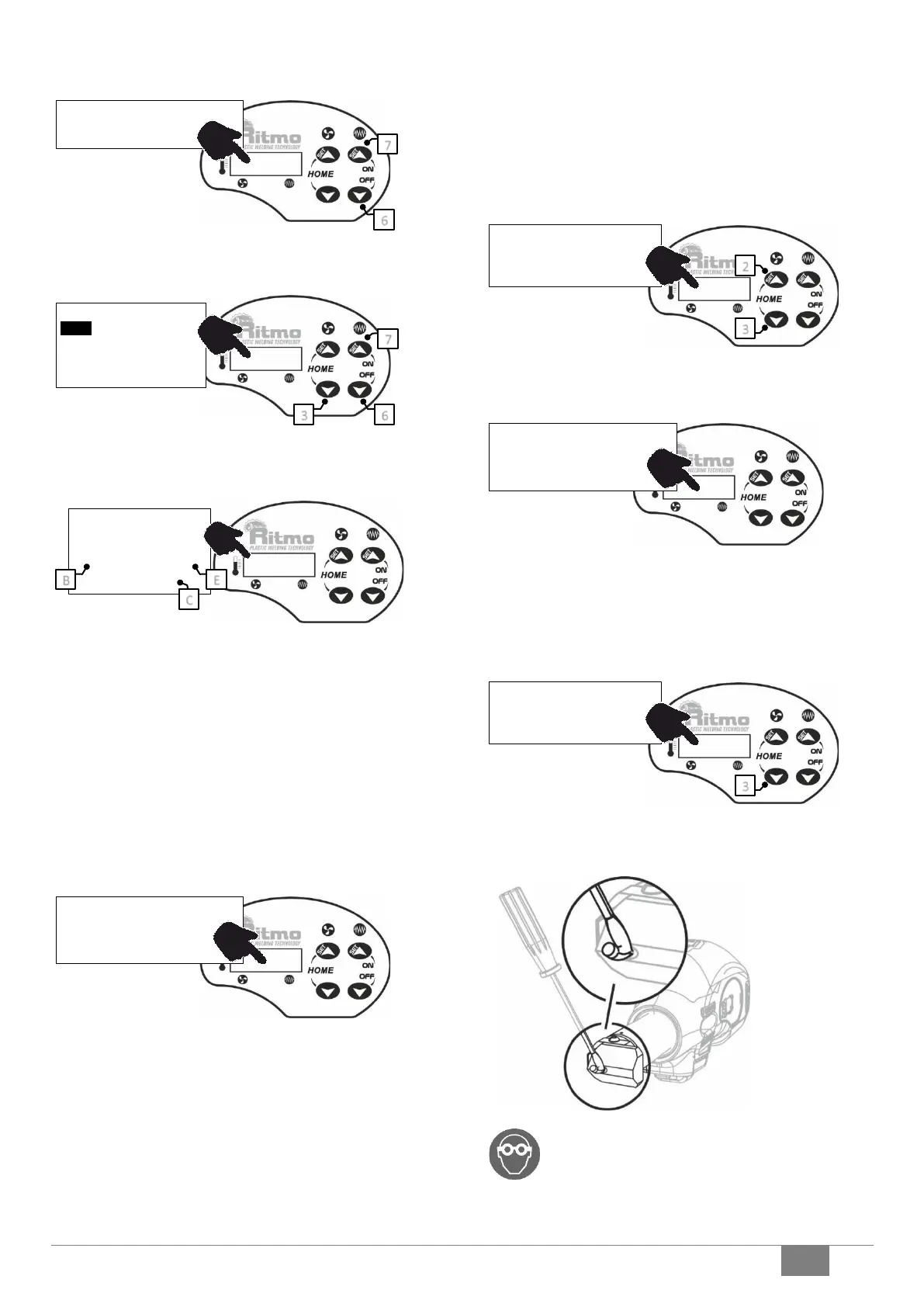
LANSARE
Țineți apăsate # 6 și # 7 până la începutul procedurilor de verificare (CHK:
xx…), apoi selectați tipul de material care trebuie sudat.
MENIU MATERIALE
Folosiți tastele # 6 și # 7 pentru a selecta materialul de extrudat.
Confirmați selecția cu # 3.
ÎNCĂLZIRE
B: punctul de setare a temperaturii aerului
E: temperatura de stabilire a camerei de plasticizare
C: Timp rămas după încălzire
Extruderul este dezactivat până la sfârșitul timpului de încălzire.
Nota
Extruderele STARGUN UNO sunt echipate cu un sistem de siguranță „bloc
motor” care acționează după cum urmează:
• nu permite pornirea accidentală până la atingerea scalei minime T °;
• când funcționează, dacă T ° setat variază cu mai mult de 10 ° C,
motorul se oprește până la atingerea noii valori.
După ce a trecut timpul de încălzire (READY!), suflanta pornește automat.
Un flux de aer cald iese din duza frontală la temperatura presetată în ultima
reglare efectuată.
Temperatura camerei de plastifiere și a aerului de preîncălzire sunt cele
setate în timpul ultimei suduri. Pentru a modifica aceste valori în funcție de
necesitățile aplicației, urmați instrucțiunile de mai jos.
SETAREA TEMPERATURII PERSONALIZATE
Când se modifică setările de temperatură, extruderul activează automat
modul ’CUST’
SETAREA TEMPERATURA AERULUI
Pentru a modifica temperatura aerului de preîncălzire, țineți apăsată tasta
2 timp de aproximativ 3 secunde.
Folosiți tastele 2/3 pentru a modifica valoarea temperaturii (T min = 250 ° C
- T max. = 365 ° C). După aproximativ 5 secunde, noua valoare este salvată.
SETAREA TEMPERATURII EXTRUDATE
Pentru a modifica temperatura camerei de plastifiere, țineți apăsată tasta 7
timp de aproximativ 3 secunde.
Folosiți tastele 6/7 pentru a modifica valoarea temperaturii (T min = 195 ° C
- T max = 260 ° C). După aproximativ 5 secunde, noua valoare este salvată.
Temperaturile de utilizare
Pentru temperaturile de funcționare, consultați standardul DVS2207-4.
FLUX DE AER
Dacă materialul de sudat este deosebit de subțire, poate fi util să se limiteze
utilizarea suflantei. Pentru a face acest lucru, reduceți temperatura suflantei
sub 225 ° C.
Afișajul va arata temperatura suflantei = 225 ° C / OPRIT (intermitent)
iar debitul de aer va scădea la minim
CONTROALE
Înainte de a porni extruderul, asigurați-vă că nu există blocări de resturi de
material rece care să obstrucționeze orificiul. Dacă este necesar,
îndepărtați-le ușor cu un vârf de șurubelniță, când plasticul este încă moale.
Avertizare! Utilizați ochelari de protecție în timpul
operațiunilor. Nu stați niciodată în fața duzei de evacuare a
extruziunii!