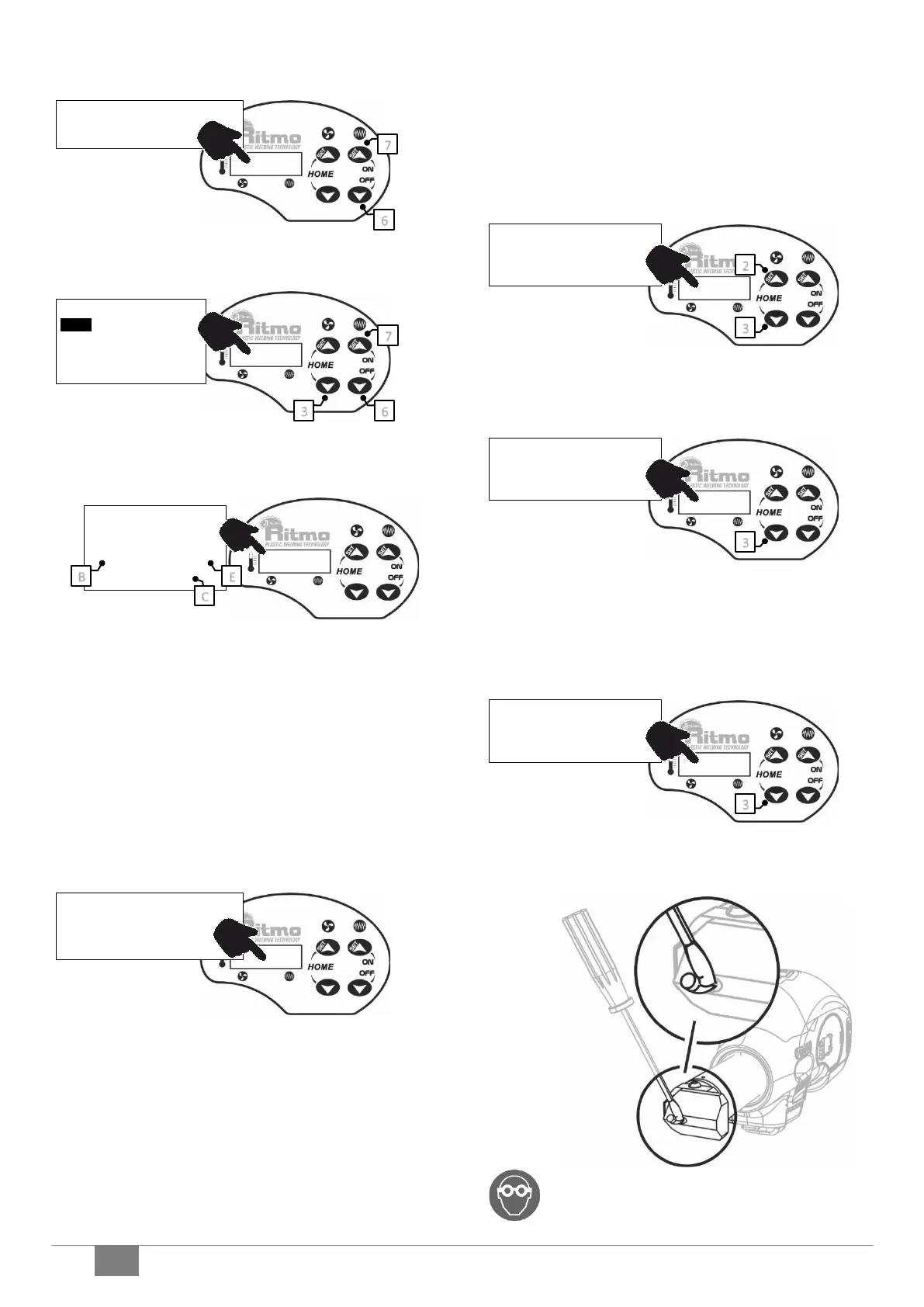
COMMENCEZ
Appuyer et maintenir enfoncé # 6 et # 7 jusqu'au début des procédures de
contrôle CHK: xx ...), puis sélectionner le type de matériau à souder.
MENU MATÉRIAUX
Utilisez les touches # 6 et # 7 pour sélectionner le matériau à extruder.
Confirmez votre sélection par non. #3.
CHAUFFAGE
B : point de consigne de la température de l'air
E : consigne de température de la chambre de plastification
C : temps restant après chauffage
L'extrudeuse est désactivée jusqu'à la fin du temps de chauffage.
Attendre le temps de réchauffement de la chambre de plastification.
Note !
Les extrudeuses STARGUN UNO disposent d’un système de sécurité qui agit
comme suit :
• Le moteur ne part pas si la température minimale ne soit pas jointe.
• En travail, si on change la température de plus de 10°C, le moteur
s’arrête jusqu’à ce que la température programmée ne soit pas jointe.
Après le temps d’échauffement (READY!) la soufflante parte
automatiquement. Du bec frontal sort un fil d’air chaud dans la température
programmée.
La température de la chambre de plastification et de l’air de pré-
échauffement est celle de la dernière utilisation. Pour modifier ceux
données suivre les instructions ci-dessous :
RÉGLAGE PERSONNALISÉ DE LA TEMPÉRATURE
Lorsque les réglages de température sont modifiés, l'extrudeuse active
automatiquement le mode ‘CUST’
RÉGLER LA TEMPÉRATURE DE L'AIR
Pour modifier la température de l’air de pré-échauffement presser pour 3
secondes environ le bouton 2.
Utiliser les boutons 2/3 pour modifier la valeur de la température (T
min=250°C – T max=365°C). Après environ 5 secondes la nouvelle valeur est
sauvée.
TEMPÉRATURE DE L’EXTRUDÉE
Pour modifier la température de la chambre de plastification presser pour
3 secondes environ le bouton 7.
Utiliser les boutons 2/3 pour modifier la valeur de la température ( T
min=195°C – T max=260°C ). Après environ 5 secondes la nouvelle valeur est
sauvée.
Température d’utilisation
Pour les températures de travail se référer à la norme DVS2207-4.
FLUX D'AIR
Si le matériau à souder est particulièrement fin, il peut être utile de limiter
l'utilisation de la soufflant. Pour cette raison, abaissez la température de
l’air en dessous de 225°C.
Température de l’air = 225°C / OFF (intermittent) et le débit d'air va
diminuer au minimum.
VERIFICATIONS
Avant de commencer à extruder s’assurer qu’il n’y a pas du matériel froid
qu’obstruent la sortie de l’extrudeuse. Si nécessaire enlever délicatement
avec la pointe d’un tournevis, quand le matériel est encore mou.
Attention ! Utiliser des lunettes de protection pendant les
opérations. Ne jamais se mettre avant le bec de sortie du
matériau extrudé !