808D ADVANCED Page 107 Programming and Operating — Turning
ISO Mode
s
BASIC THEORY
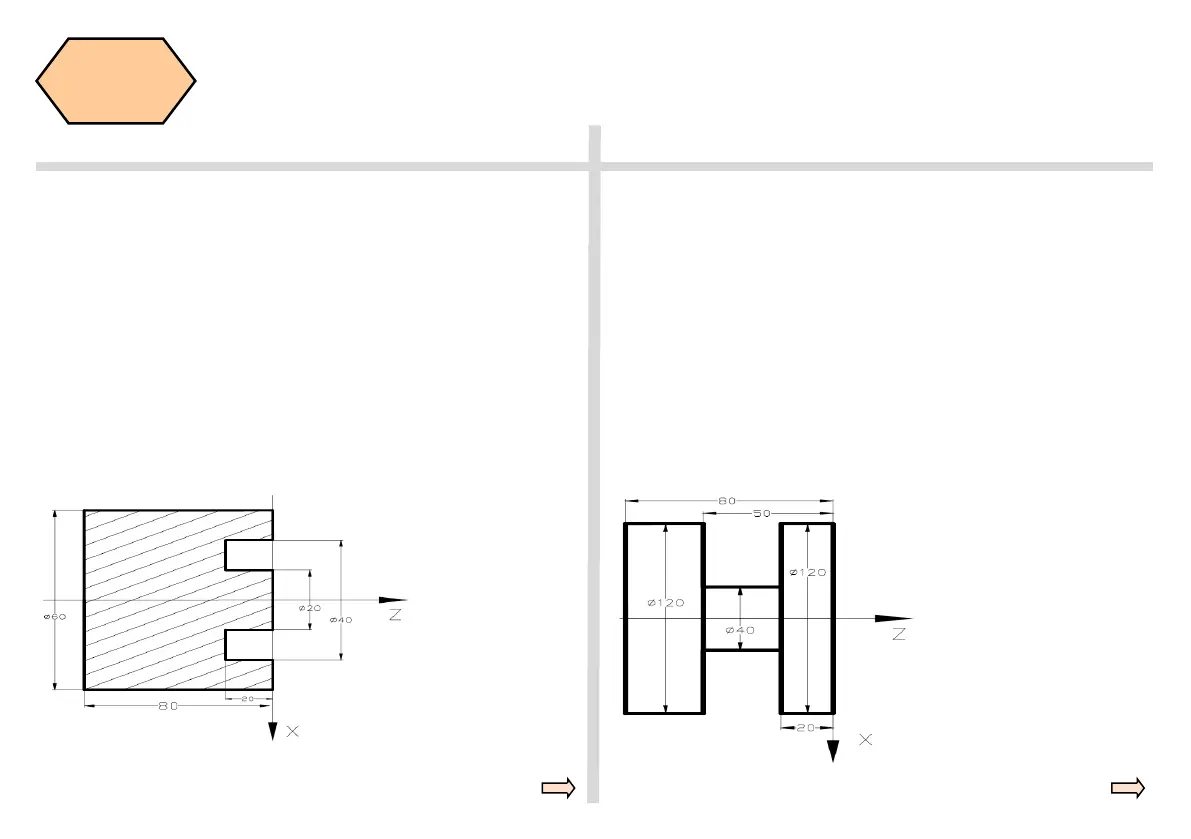
G75 radical grooving multi-cycles
Programming structures:
G75 R(e);
G75 X / U—Z / W—P(Δi)—Q(Δk)—R(Δd)—F;
G75 sample program:
O008;
M3 S500
G0 X125 Z-20
G75 R0.5
; set each radical tool retraction
0.5mm
G74 X40 Z-50 P6000 Q3000 F150
;X axis feed in 6 mm each time,
tool retraction 0.5 mm, back to
start point (X125) after feeding to
end point (X40), then Z axis feed
in 3 mm, repeat the process till the
end
G0 X150 Z50
M30
Note:Please follow the specified structures when programming!
G74 shaft grooving multi-cycles
Programming structures:
G74 R(e);
G74 X / U—Z / W—P(Δi)—Q(Δk)—R(Δd)
—F;
G74 sample program:
O007;
M3 S1500
G0 X40 Z5
G74 R0.5
; set each radical tool retraction
0.5 mm
G74 X20 Z60 P3000 Q5000 F50
;Z axis feed in 5 mm each time,
tool retraction 0.5 mm, back to
start point (Z5) after feeding to
end point (Z60), then X axis feed
in 3 mm, repeat the process till
the end
M30
Note:Please follow the specified structures
when programming!
 Loading...
Loading...













