Programming and Operating — Turning Page 108 808D ADVANCED
ISO Mode
s
BASIC THEORY
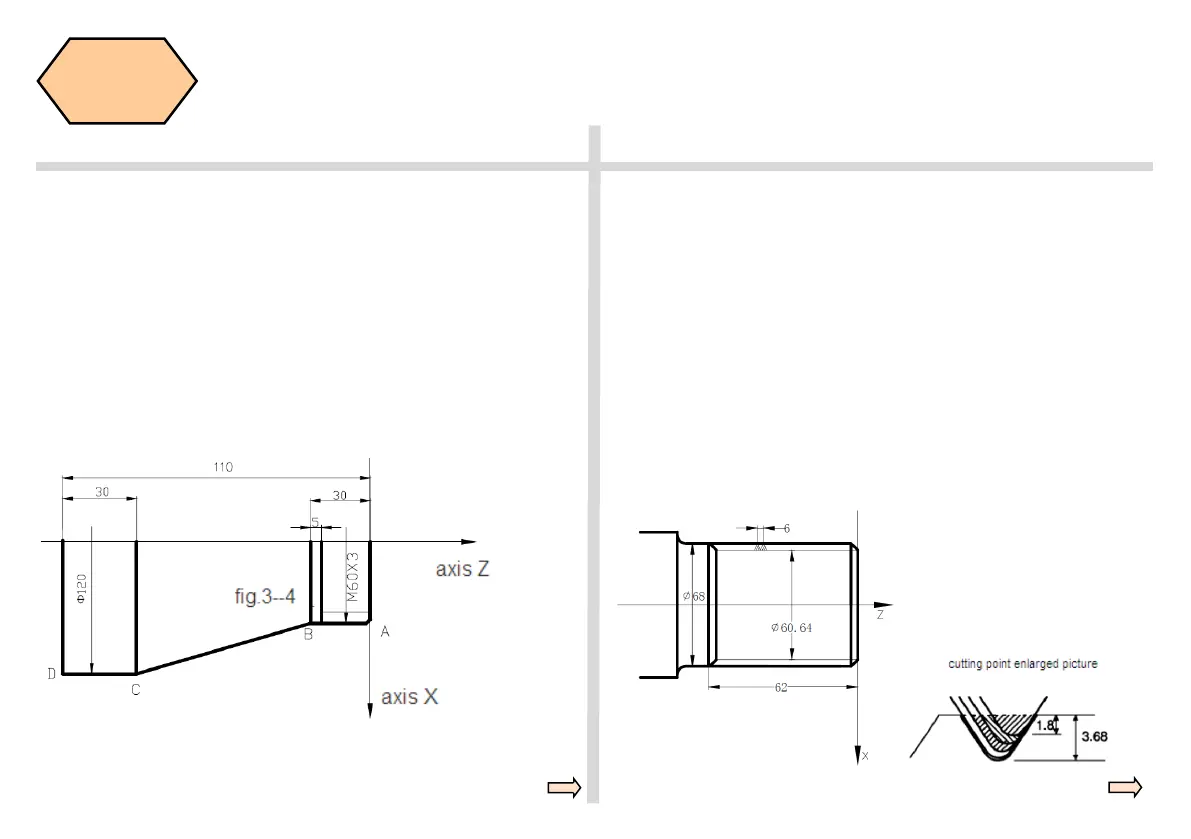
G76 thread cutting multi-cycles
Programming structures:
G76 P(m)(r)(a)—Q(Δd
min
)—R(d);
G76 X / U—Z / W—R(i)—P(k)—Q(Δd)—F(I);
Note:Please follow the specified structures
when programming!
G76 sample program:
O0013;
M3 S3000
G0 X80 Z5
G76 P020560 Q150 R0.1
; finishing repeat times 2, reverse
width 0.5 mm, tool angle 60º,
minimum cutting depth 0.15 mm,
finishing allowance 0.1 mm
G76 X60.64 Z-62 P3680 Q1800 F6
;thread teeth height 3.68 mm, first
thread cutting depth 1.8 mm,
thread lead 6 mm
G00 X100 Z50
M30
G92 Example
G92 sample program:
O0012;
M3 S1500
G0 X150 Z50 T0101; thread tool
G0 X65 Z5
G92 X58.7 Z-28 F3
;machining thread, divided into 4
cutting times, 1st cut : 1.3 mm
X57.7 ;2nd cut: 1 mm
X57 ;3rd cut: 0.7 mm
X56.9 ;4th cut: 0.1 mm
M30
G92 thread cutting cycle
Programming structures:
Straight thread cutting cycle in mm
G92 X / U—Z / W—F;
Straight thread cutting cycle in inches
G92 X / U—Z / W—I;
Cone thread cutting cycle in mm
G92 X / U—Z / W—R—F;
Cone thread cutting cycle in inches
G92 X / U—
Z / W—R—I;
Note:Please follow the specified structures when programming!

 Loading...
Loading...












