808D ADVANCED Page 97 Programming and Operating — Turning
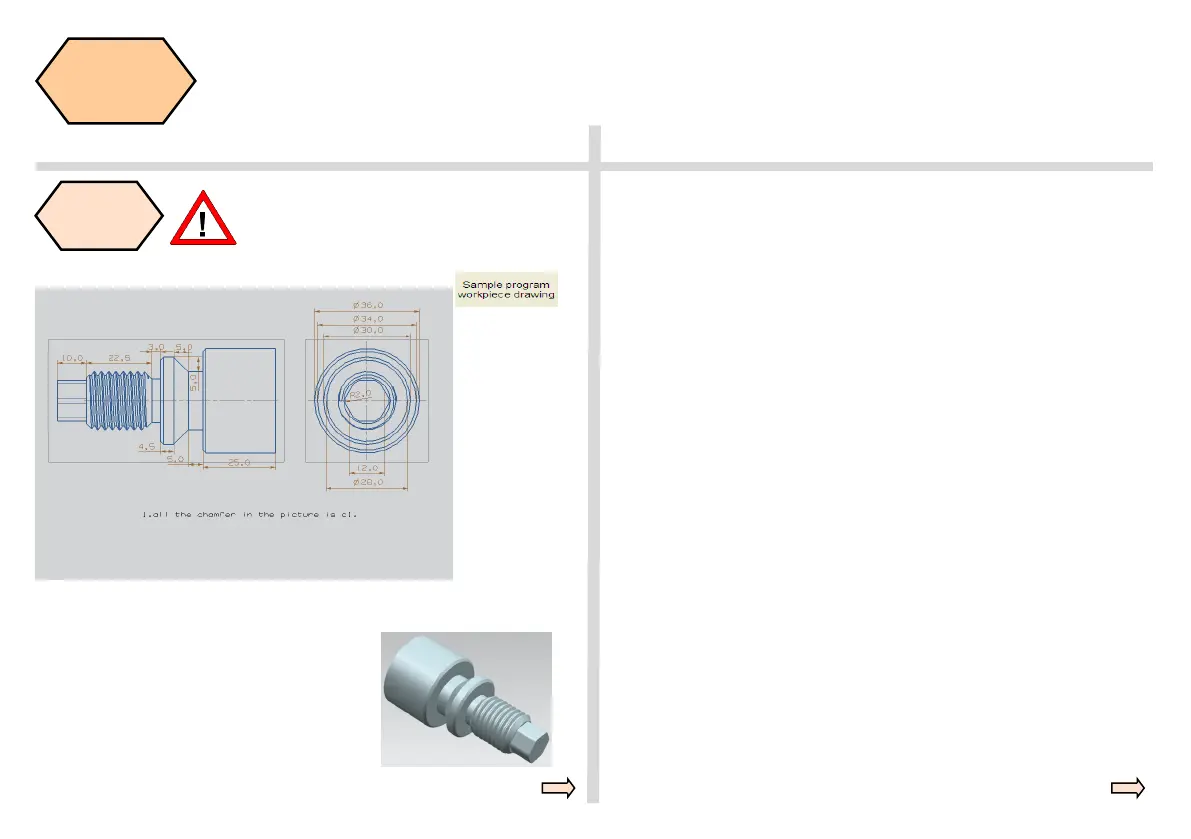
Sample
Programs
s
Machining Process
Actual effect
N10 G0X100Z200
N20 T1 D1
N30 M8
N40 M3S1000
N50 CYCLE95( "PART_SUB_4",
1.00000, , , 0.10000, 0.12000, 0.12000,
,1, , , )
N60 M3S1800
N70 CYCLE95( "PART_SUB_4",
1.00000, , , 0.10000, 0.12000, 0.12000,
0.05000, 5, , , )
N80 M3S1000
N90 CYCLE94( 20, -35.5, "E", 0)
N100 G0X100Z200
N110 M5
N120 T9D1
N130 M3S500
N140 CYCLE99( -10.00000, 20.00000,
-32.50000, 20.00000, 3.00000, 2.00000,
1.56300, 0.10000, ,0.00000, 7, 1,
2.50000, 300101, 1, ,0, 0, 0, 0, 0, 0, 0, 1,
, , ,0)
N150 G0X100Z200
N160 M5
N170 T3D1
N180 M3S600
N190 CYCLE93( 40.00000, -35.50000,
5.00000, 10.00000, ,45.00000, , ,-
1.00000, , ,0.100000, 0.100000,
2.00000, ,5 , )
N10
N20
N30
N40
N50 Rough cycle, cutting depth
1.5mm, finish allowance 0.1mm, rough
cutting feed rate 0.12mm/rev undercut
federate 0.12 cutting in the longitudinal
direction。
N60
N70 Finish cycle ,cutting depth
1.5mm, finish allowance 0.1mm, rough
cutting feed rate 0.12mm/rev undercut
feedrate 0.12 , finish feedrate 0.05
cutting in the longitudinal direction.
N80
N90 undercut “form E” with a starting
point X 20,Z-35.5)
N100
N110
N120
N130
N140 Thread cycle, pitch 2.5mm, start
point in Z-10 end point Z-35.5, parallel
thread with dia 20mm, Run in 3mm, run
out 2mm, thread depth 1.563mm, finish
allowance 0.1mm, number of rough cuts
7, non cutting passes 1, constant in-
feed .
N150
N160
N170
N180
N190 Groove, start point X40,Z-35.5,
width of groove 5mm, depth 10mm,
infeed depth 1mm, angle 1 45deg ,
finish allowance on sides 0.1mm,infeed
depth of cut 2mm,CHF chamfer type.
Tool information:
T1: rough/finish turn D0.2
T3: Thread
T9: Grooving 3 mm wide tip
T10: Milling cutter Φ=12
Turning
program 4
Make sure all the preparations and safety
measures have been performed before
machining!

 Loading...
Loading...












