roove
12
© Siemens AG, 2002. All rights reserved
SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition 12-203
5. Stock removal (finishing)
•
Stock
removal
and enter stock removal parameters for finishing:
T2 F: 0.1 mm/rev S: 200 m/min
Longitudinal
External ß
Machine relief cuts: Yes
Machine tool angle: Yes
Insert angle α
αα
α: 35°
Main cutting edge angle β
ββ
β: 93°
• Press soft key
6. Undercut: DIN thread
M40*1.75
(Roughing and finishing)
• Call
CYCLE mode and press the
Undercut
DIN thread
undercut
soft
keys
• Set parameters:
T5 F: 0.1 mm/rev S: 500 rev/min
Position: Set cutting position
+
External
Thread lead P: 1.75 mm/rev
Reference point X0: 16 Z0: -20
Plunge angle α
αα
α: 30
Cross-feed in X V: 17
Infeed D: 1 inc
Finishing allowance U: 0 inc
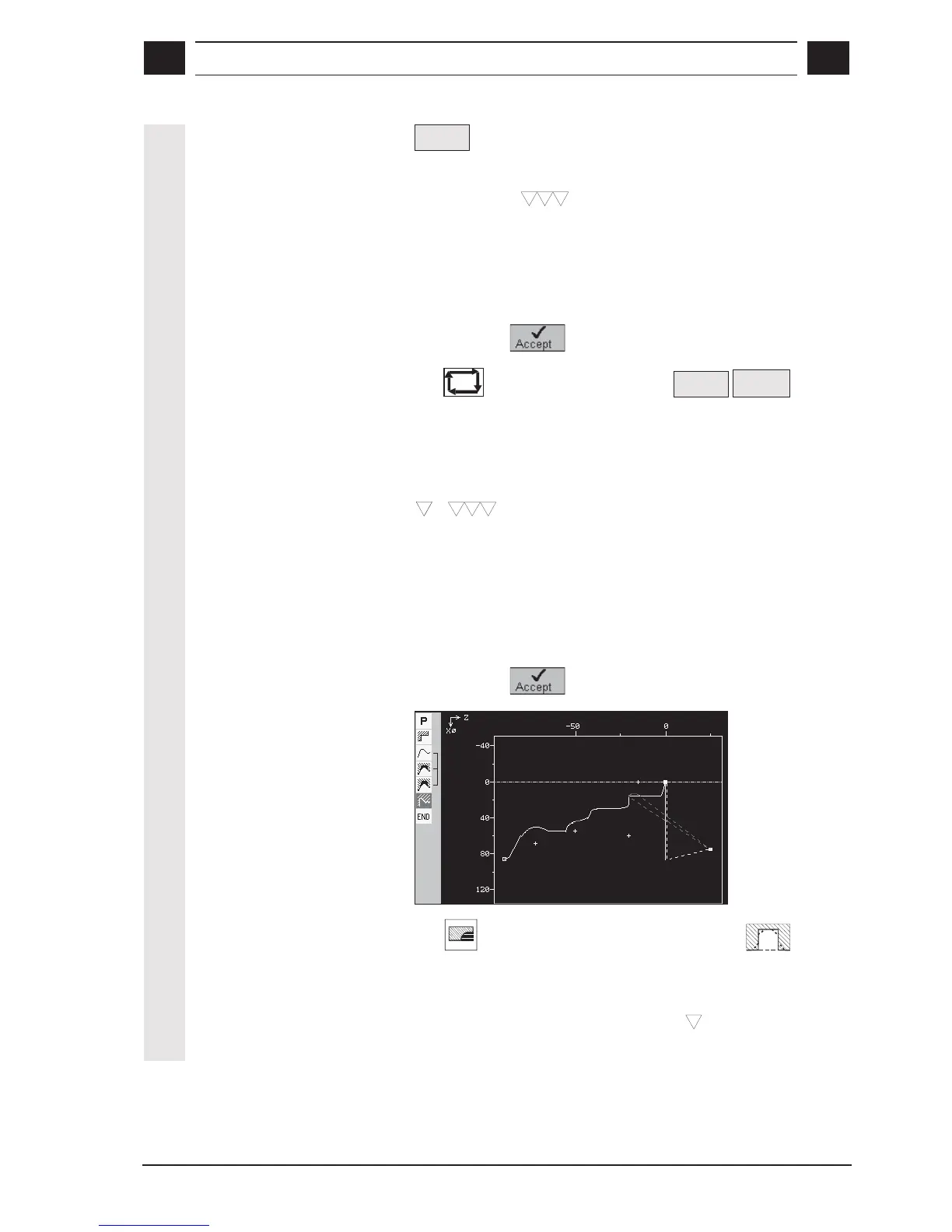
• Press soft key
Result
7. Groove with tapers/radii
(roughing)
• Call
STOCK REMOVAL mode and press the soft key
• Set parameters:
T3 F: 0.12 mm/rev S: 180 m/min
Set position and reference point
Reference point X0: 55 Z0: -63.5
 Loading...
Loading...




















