16
saldatura (vedi Fig.5).
Al termine di ogni passata è necessa-
rio asportare la scoria con un martello
e/o una spazzola.
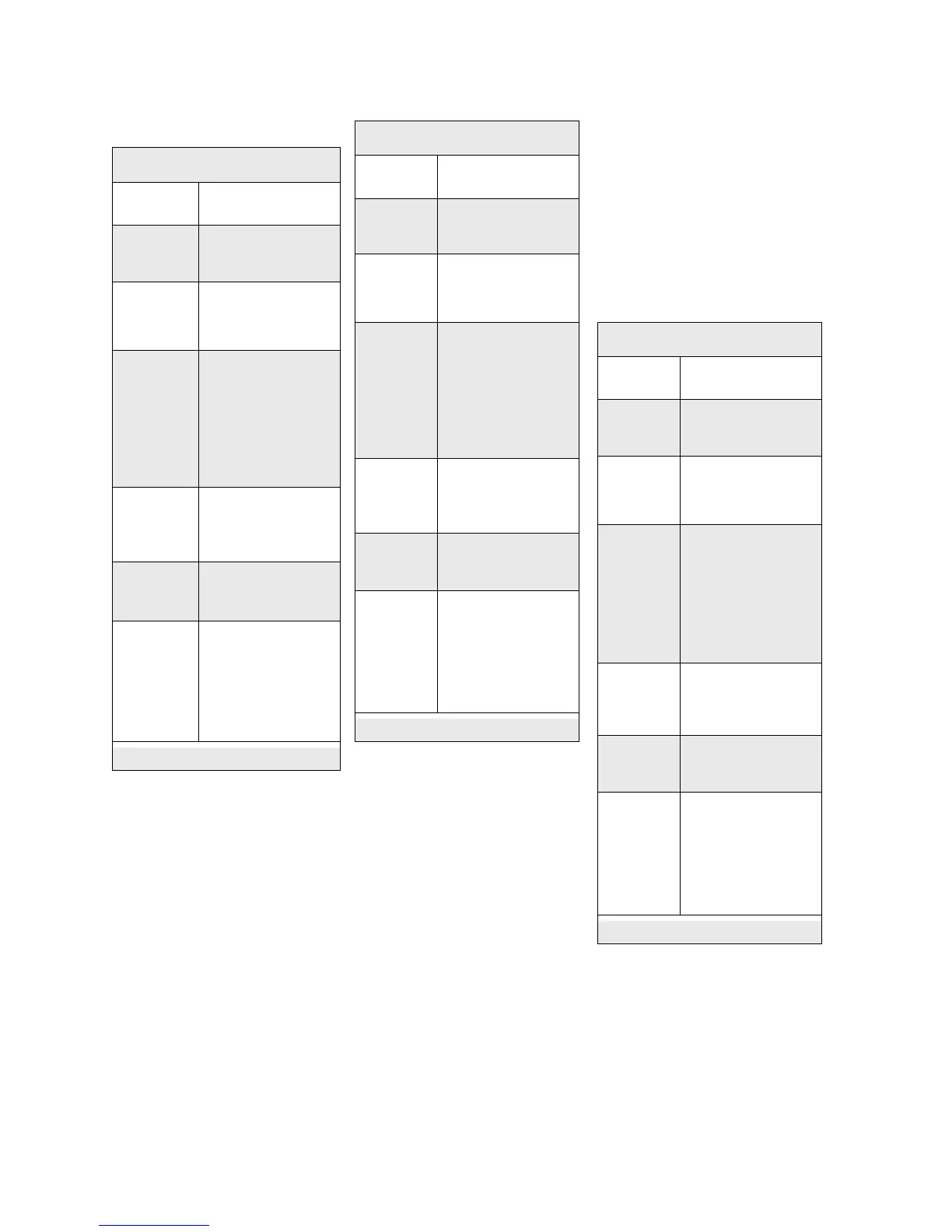
PROBLEMI DI SALDATURA
Spruzzi
eccessivi
Arco lungo
Corrente elevata
Incollature
Arco troppo lungo
Corrente troppo
bassa
Crateri
Allontanamento
troppo veloce
dell’elettrodo in
staccata
Inclusioni
Cattiva pulizia tra le
passate
Cattiva distribuzione
delle passate
Movimento difettoso
dell’elettrodo
Insuciente
penetrazione
Corrente di saldatura
troppo bassa
Mancata scalpellatura
al vertice
Soature e
porosità
Umidità nell’elettrodo
Arco troppo lungo
Cricche
Correnti troppo
elevate
Materiali sporchi
Idrogeno in saldatura
(nel rivestimento
dell’elettrodo)
Tab. 3
to remove the slag with a hammer
and/or a brush.
WELDING PROBLEMS
Too many
splashes
Long arc
High current
Sticking
Arc is too long
Current too low
Craters
Electrode moving
away too fast when
removed
Inclusions
Bad cleaning between
passes
Bad distribution of
passes
Faulty electrode
movement
Insucient
penetration
Welding current too
low
No chipping at root
Blowholes
and porosity
Humidity in the
electrode
Arc is too long
Cracks
Currents too high
Dirty materials
Hydrogen in the weld
(in the coating of the
electrode)
Tab. 3
de gouttes de métal fondu de l’élec-
trode sur la pièce. L’enrobage de
l’électrode, en brûlant, fournit le gaz
protecteur au bain de soudure.
Le soudage peut être eectué avec
des techniques diérentes dont le
choix dépend de diérents facteurs.
En général, l’électrode doit être main-
tenue en position inclinée et doit être
déplacée en eectuant des oscilla-
tions entre les deux bords à unir de
manière à éviter une accumulation
excessive de matériau d’apport au
centre de la soudure (voir Fig. 5).
À la n de chaque passe, il faut élimi-
ner les résidus avec un marteau et/
ou une brosse.
PROBLÈMES DE SOUDURE
Projections
excessives
Arc long
Courant élevé
Collages
Arc trop long
Courant trop bas
Cratères
Éloignement trop
rapide de l’électrode
au moment du
détachement
Inclusions
Nettoyage imparfait
entre les passes
Mauvaise répartition
des passes
Mouvement
défectueux de
l’électrode
Pénétration
insusante
Courant de soudage
trop bas
Absence de burinage
au sommet
Souures
et porosités
Humidité dans
l’électrode
Arc trop long
Criques
Courants trop élevés
Matériaux sales
Hydrogène en
soudage (dans
l’enrobage de
l’électrode)
Tab. 3