5
SHORT ARC OR DIP TRANSFER (Cont.)
This sequence of events is re-
peated up to 200 times per second.
Short arc transfer is suitable for
positional welding. The heat input
to the workpiece is kept to a
minimum which limits distortion and
makes possible the welding of thin
sheet material.
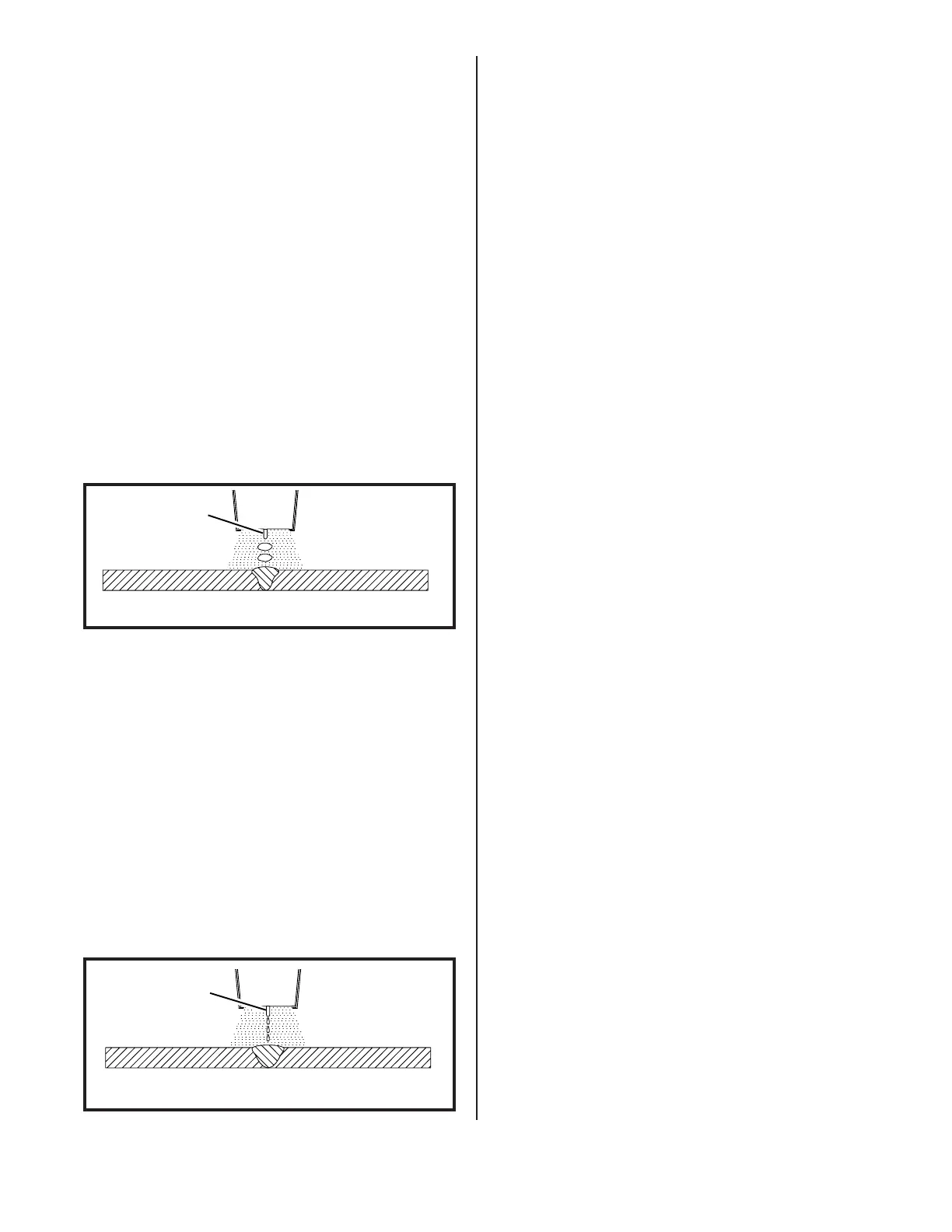
GLOBULAR TRANSFER
Globular transfer occurs at the
intermediate range of 22 to 24 arc
volts, depending on wire size. As
the name implies, the transfer
takes place in the form of irregu-
larly shaped globules. Globular
transfer is useful in cases where a
lower heat input than that of true
spray is required.
DESCRIPTION
The MM350XL consists of a combi-
nation MIG welding power source and
remote feed unit, a MIG torch with
twelve foot cable, a fifteen foot
feeder control cable, a twenty-five
foot work cable with clamp, a twenty
foot power input cable, a gas
regulator - flowmeter, a torch
accessory kit, built-in storage
compartment and a dual cylinder
rack and industrial wheel kit.
Welder controls are simple and
clearly marked. The output voltage
is controlled by a twelve position
tap switch, providing 4 TIG and 8
MIG voltage selections. Wire feed
speed is controlled by the wire
speed potentiometer on the front of
the feed unit.
SPECIFICATIONS
PART NUMBER: MM350XL
INPUT POWER REQUIREMENTS:
Voltage 208/230
Phase single phase
Frequency 50/60 hertz
Current 46/42
DUTY CYCLE - OUTPUT POWER:
@ 100% - 300 Amps
@ 60% - 350 Amps
DUTY CYCLE TIME PERIOD:
10 minutes
OPEN CIRCUIT VOLTAGE:
18 - 42 volts DC
ARC VOLTAGE: 12 - 32 volts DC
WELD CURRENT RANGE:
30 - 350 amps
REMOTE FEED UNIT
Input Voltage 28 VAC
Wire Feed Speed Range: 50-800 IPM
SPRAY TRANSFER
Spray transfer occurs at 22 to 32
arc volts, depending on wire size.
The length of the arc is held
constant by the voltage available.
The higher voltage and current
causes the electrode wire to melt
off before touching the workpiece.
The molten metal crosses the gap to
the workpiece in a spray form.
Spray transfer is used in the down-
hand position and provides higher
deposition rates than short arc
transfer or globular transfer.
ELECTRODE GAS NOZZLE
SHIELDING GAS
WORK
FIG. 3. GLOBULAR TRANSFER
ELECTRODE GAS NOZZLE
SHIELDING GAS
WORK
FIG. 4. SPRAY TRANSFER
(continued on following page)

 Loading...
Loading...








