8
ELECTRIC PANEL
BSS-134
CHAP.- 8
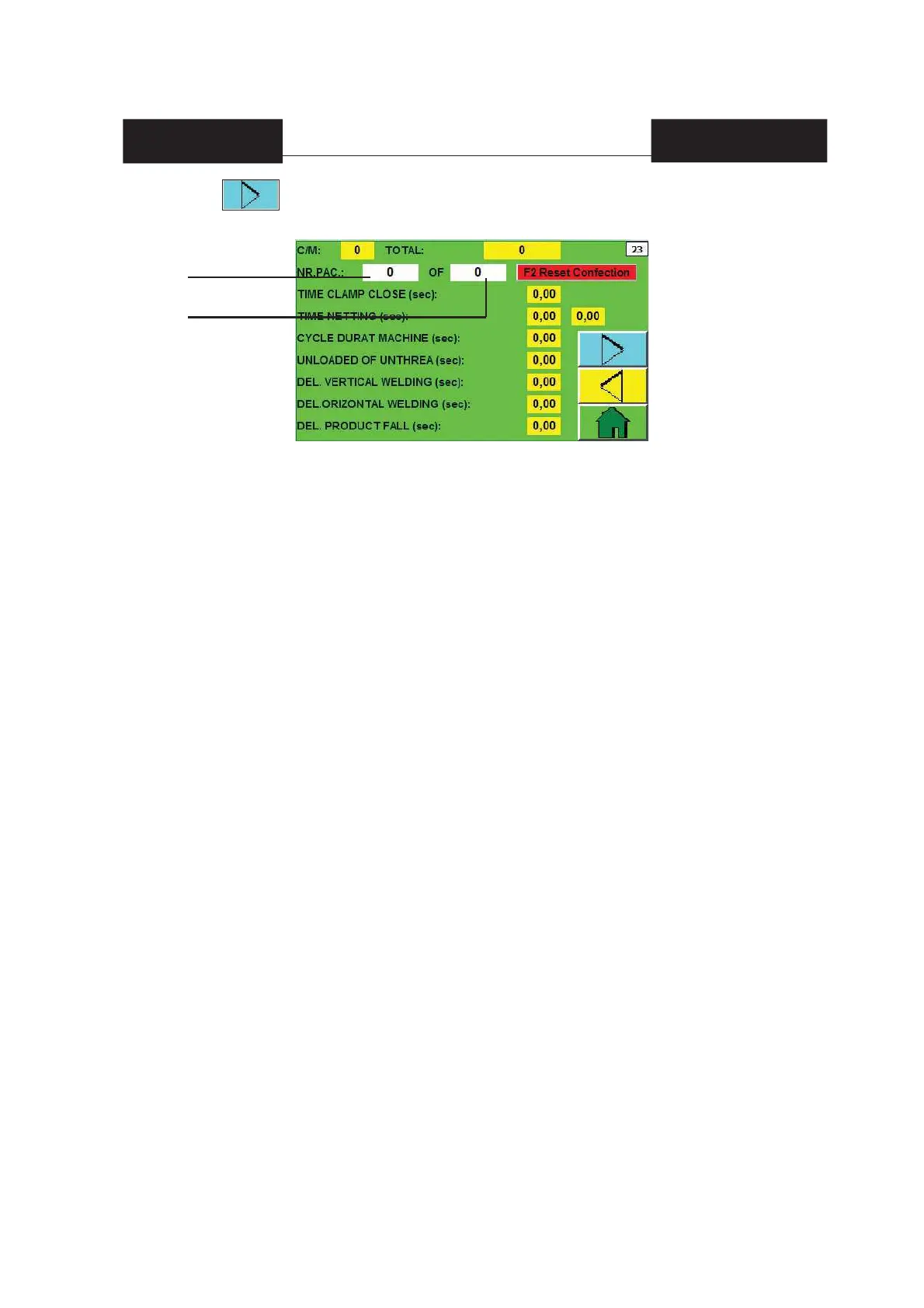
C/M: = It is the number of packages produced per minute.
TOTAL: = It is the total number of packages produced by the machine since its start.
fi eld A = indicates the number of packages made. When fi eld A is identical to fi eld B, the machine exits
the automatic start and a message appears in the information messages area.
F2 Reset Confection = It sets to zero the number of packages produced in the current operation.
fi eld B = allows to set the number of packages to be made.
TIME CLAMP CLOSE (sec) = It is the time needed for the pliers to close; to adjust it, use the pneu-
matic stranglers on the closing piston of the pliers.
TIME NETTING (sec) = indicates the time the machine takes to unwind the mesh/fi lm of a package.
CYCLE DURAT MACHINE (sec) = It is the time needed for a package to be produced.
UNLOADED OF UNTHREA (sec) = It displays the time entered from the product unloading beginning
to the net/fi lm or net or fi lm withdraw.
DEL. VERTICAL WELDING (sec) = indicates the time elapsed between the end of the unwinding of
mesh/fi lm and the end of the vertical sealing.
DEL. ORIZONTAL WELDING (sec) = indicates the time elapsed between the end of the unwinding
of mesh/fi lm and the end of the horizontal sealing.
DEL. PRODUCT FALL (sec) = indicates the time elapsed between the end of the unwinding of mesh/
fi lm and the consent of the upstream machine, which indicates that some products have
been unloaded.
fi eld A
fi eld B
By pressing from page 22, page 23 will appear