35FS 240 C, FS 260 C, FS 360 C, FS 410 C, FS 460 C-M
5.6.1 Ball bearing / crankcase
The two halves of the crankcase
can be replaced individually if they
are defective.
New crankcases are delivered with
the relevant components pre-
assembled
– see spare parts list
Those parts which are not supplied
with the new crankcase must be
removed from the old crankcase –
examine and replace, if necessary,
beforehand.
When fitting a new crankcase, the
machine's serial number must be
stamped on the crankcase with
2.5 mm figure stamps.
If the original crankcase is reused,
the oil seals and grooved ball
bearings must be replaced, all
gasket residues removed and the
mating surfaces cleaned
thoroughly. The mating surfaces
must be absolutely flawless and
clean to guarantee a perfect seal.
Examine both halves of the
crankcase for cracks and check all
mating surfaces for signs of
damage.
– Refer also to troubleshooting,
b 3.7
– Remove crankshaft, b 5.6
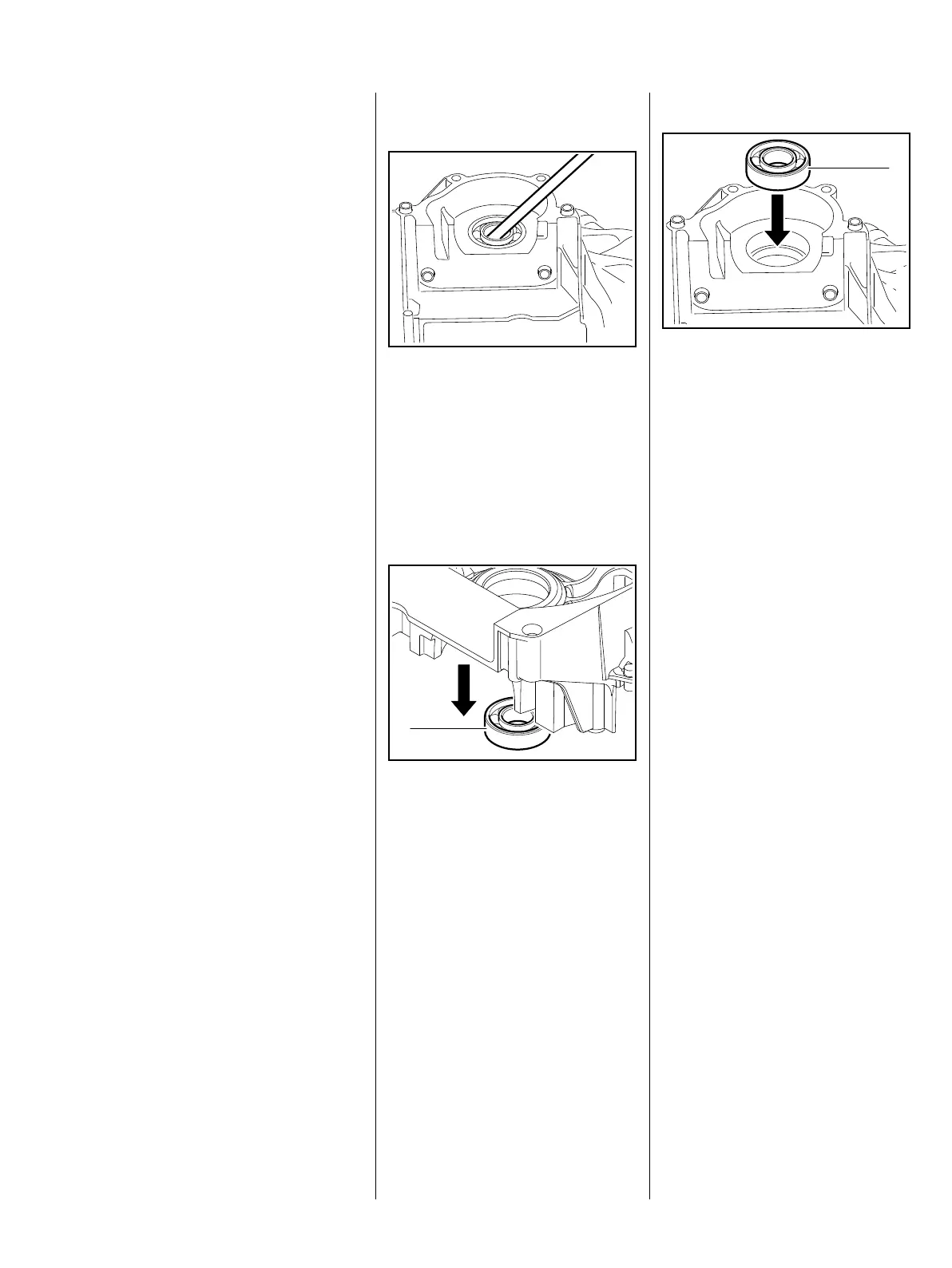
Ignition-side half of the
crankcase
: Carefully drive the oil seal out
with a punch
: Examine and clean the
crankcase, replace if necessary.
– Replace ball bearings if the
crankcase is in good condition
– Heat the area around the bearing
seat to approx. 120 °C (250 °F)
The bearing (1) drops out on its own
when this temperature is reached.
5904RA078 TG5904RA079 TG
1
Installation
– Heat the area around the bearing
seat to approx. 120 °C (250 °F)
: Press the ball bearing (1) home
as far as possible
The ball bearing must be fitted
rapidly, as it absorbs heat and
expands.
– Check that the ball bearing is
seated properly, if necessary, use
press arbor
1118 893 7200 to press the ball
bearing fully home
5904RA080 TG
1
 Loading...
Loading...






