tecn@ SALDATRICI ART. 3401 - 3406 - 3407 - 3408 WELDERS ITEM 3401 - 3406 - 3407 - 3408
Documento numero / Document number: MAN1063 Edizione / Edition: Settembre / September 1997 PAG. 11 / 32
4 LAVORO
La saldatrice è stata progettata per essere utilizzata da un
operatore posto di fronte alla saldatrice ed operante sullo
stesso piano di lavoro sul quale è posta la macchina.
Nella preparazione del posto di lavoro tenere sempre presente
le seguenti indicazioni:
• Utilizzare una zona ben aerata, libera da polvere, vapori,
esalazioni acide.
• Il luogo di lavoro deve essere privo di materiali infiammabili
in quanto la lavorazione può comportare proiezioni di
particelle di metallo fuso.
• Intorno alla saldatrice deve rimanere lo spazio necessario ad
eseguire agevolmente e senza rischi la lavorazione e la
manutenzione.
• Se si prevede di utilizzare la macchina per saldature che
possano generare fumi si deve installare un adeguato
impianto di aspirazione.
• Non installare sulla macchina tavole di supporto o
attrezzature che rendano irraggiungibili o riducano l’efficacia
dei dispositivi di protezione.
Le regolazioni da effettuare prima di iniziare il lavoro sono le
seguenti:
1 - Regolazione meccanica
2 - Regolazione forza agli elettrodi
3 - Regolazione dei parametri di saldatura
4 - Calcolo cadenza massima di lavoro
I paragrafi seguenti descrivono in maniera approfondita queste
diverse fasi.
Prima di iniziare il lavoro verificare che siano state messe in
opera tutte le prescrizioni di sicurezza. Verificare che lo scatto
del microinterruttore avvenga qualche centimetro prima che il
pedale tocchi terra.
Azionando il pedale si chiudono gli elettrodi, quando con il
pedale si raggiunge il valore di forza regolato un
microinterruttore aziona il timer che inserisce la corrente di
saldatura per il tempo regolato.
Una volta terminato il passaggio di corrente è necessario
mantenere gli elettrodi chiusi ancora per qualche istante, per
evitare di sollecitare il punto di saldatura prima di un adeguato
raffreddamento. Questo accorgimento permette di migliorare la
tenuta del punto.
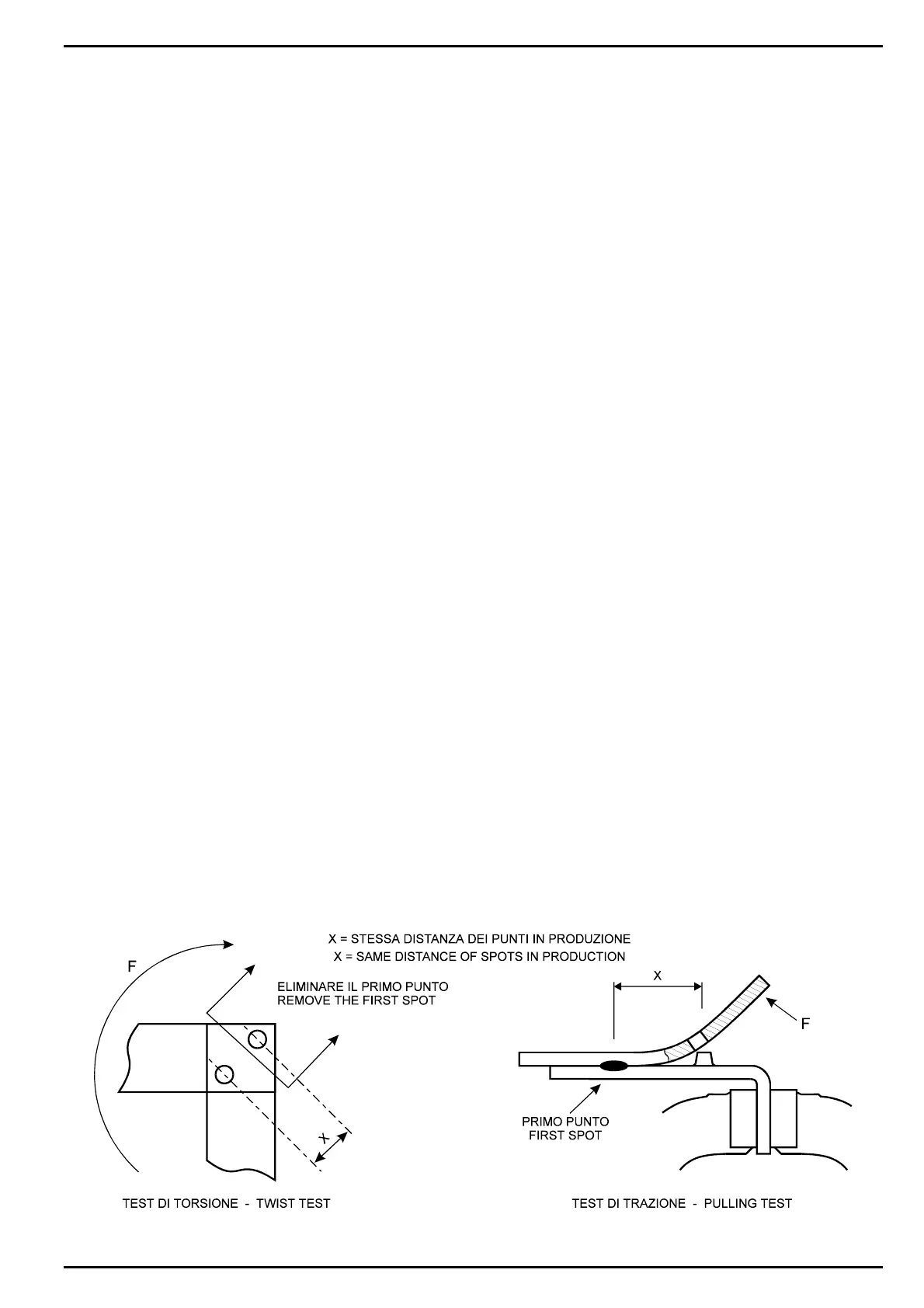
E' inoltre opportuno, prima di iniziare il lavoro, verificare le
condizioni di saldatura (tempo, forza, elettrodi, ecc.). Utilizzare
due ritagli della lamiera che si dovrà saldare, si eseguano due
punti alla distanza che avranno nella produzione, si elimini il
primo e si esamini il secondo: il punto è corretto quando la
prova di rottura a trazione provoca l'estrazione del nocciolo di
saldatura col foro di una lamiera, la rottura per torsione mostra
un'area sana senza porosità o provoca l'estrazione del
nocciolo.
4 WORKING PROCESS
The welder has been designed for being used by an operator
placed in front of the unit and operating on the welder same
working plane. When arranging the working place, always
follow the herewith stated instructions:
• Use a well ventilated area, free from dust, steam, and acid
exhalations.
• The working place must be free from inflammable materials
because the working can produce spatters of melted metal.
• Around the welder there must be enough room to carry out
both working and maintenance in a comfortable manner and
without any risk.
• If the welder is used to carry out welding processes which
can cause smoke exhalations, there must be installed a
proper aspirator.
• Do not install on the welder neither supporting tables nor
equipment which either limit the approaching to the devices
or make inaccessible or ineffectual the safety devices.
Before starting the working process, carry out the following
adjustments:
1 - Mechanical set up
2 - Electrode force adjustment
3 - Welding parameters adjustment
4 - Calculation of the maximum welding rating
The following paragraphs carefully explain these different
phases.
Before starting the working process check that all the safety
instructions have been operated. Make sure that the micro-
switch is triggered a few centimetres before the pedal touches
the ground.
By activating the foot-control, the electrodes close; when the
pre-set force value is reached, a microswitch activates the
timer which switches on the welding current for the selected
time.
When the current has stopped, the electrodes must be kept
closed for a few moments, this to avoid the spot being stressed
before sufficiently cooled. This precaution enables to improve
the weld quality.
Before starting the welding process, check the welding
conditions (time, force, electrodes, etc.). Use two off-cuts of
the sheet to be welded, carry out two spots at the same
distance used during the production, then remove the first and
check the second: the spot is correct when the pulling test
causes the coming out of the weld nugget with the hole of a
sheet, and the twist test shows a pure area without porosity or
causes the coming out of the nugget.
 Loading...
Loading...