tecn@ SALDATRICI ART. 3401 - 3406 - 3407 - 3408 WELDERS ITEM 3401 - 3406 - 3407 - 3408
Documento numero / Document number: MAN1063 Edizione / Edition: Settembre / September 1997 PAG. 25 / 32
8.2 ESEMPIO DI SCHEDA DI PRODUZIONE - PRODUCTION FORM FACSIMILE
DATI AZIENDALI - FIRM DATA
Azienda
Firm
Reparto
Department
DATI SALDATRICE - WELDER DATA
Saldatrice tipo
Welder model
Numero
Number
PEZZO DA SALDARE - PIECE TO BE WELDED
Descrizione
Description
Codice
Code
Spessore
Thickness
Materiale
Material
Rivestimenti
Coating
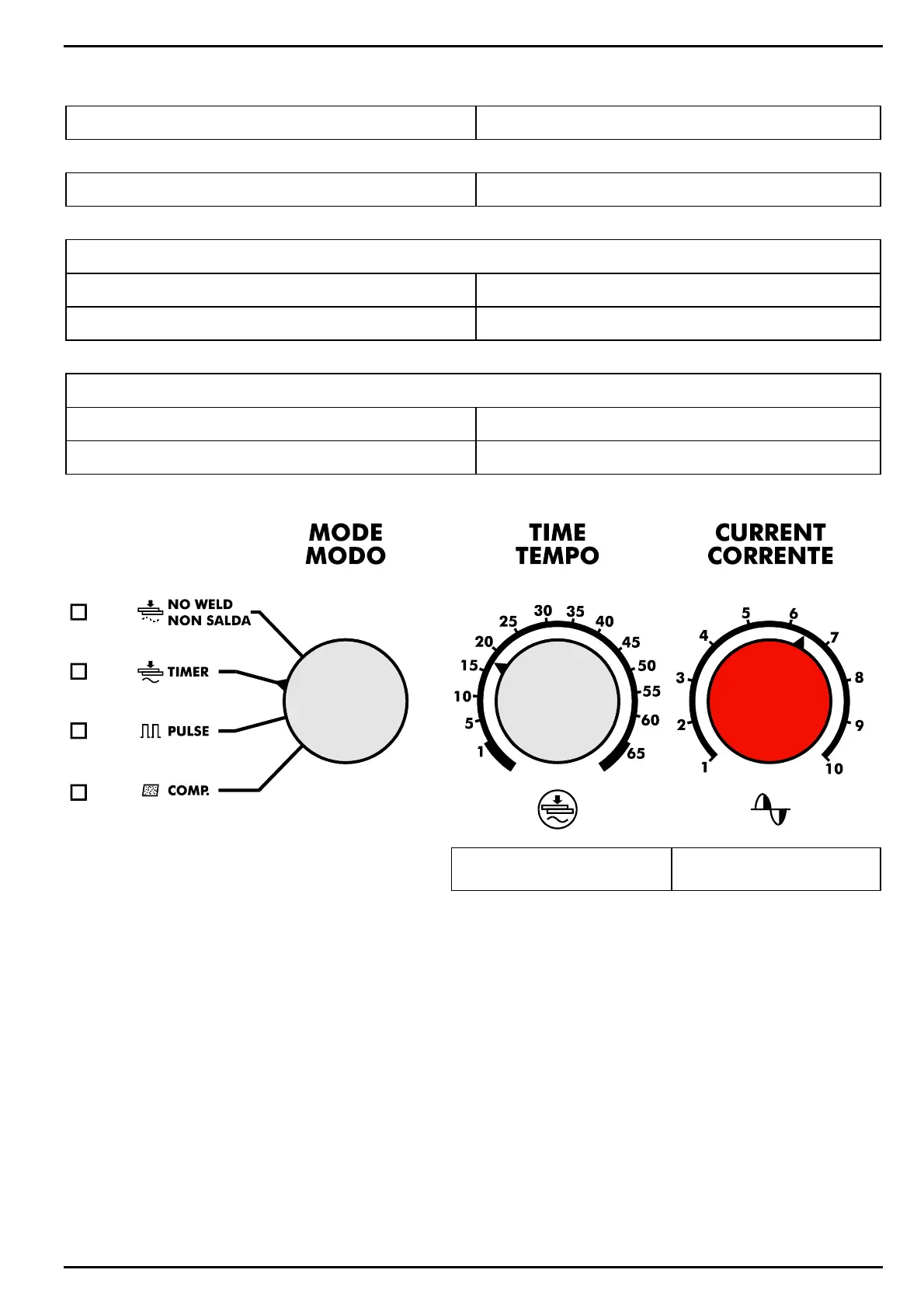
REGOLAZIONE PARAMETRI DI SALDATURA - WELDING PARAMETER ADJUSTMENT
Forza di saldatura daN
Welding force daN
Regolazione lunghezza bracci mm
Arms length adjustment mm
Regolazione scartamento bracci mm
Arms gap adjustment mm
Regolazione corsa mm
Working stroke adjustment mm
Corrente di saldatura ottenuta kA
Reached welding current kA
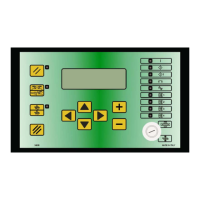
PARAMETRI REGOLAZIONE CONTROLLO DI SALDATURA TE25 - WELDING CONTROL UNIT TE25 PARAMETERS
REGOLAZIONE
ADJUSTMENTS
cicli
cycles
NOTE SULLA PREPARAZIONE DEGLI ELETTRODI O ATTREZZI DI SALDATURA:
(Diametro e tipo elettrodi, tempi di manutenzione e sostituzione elettrodi, ecc.)
NOTES CONCERNING EITHER ELECTRODES OR WELDING TOOLS
(Electrodes type and diameter, maintenance and electrodes replacement terms, etc.)
.................................................................................................................................................................................................................
.................................................................................................................................................................................................................
.................................................................................................................................................................................................................
.................................................................................................................................................................................................................
.................................................................................................................................................................................................................
.................................................................................................................................................................................................................
.................................................................................................................................................................................................................