Manual 0-2962 A-5 APPENDIX
Cutting Speed Charts
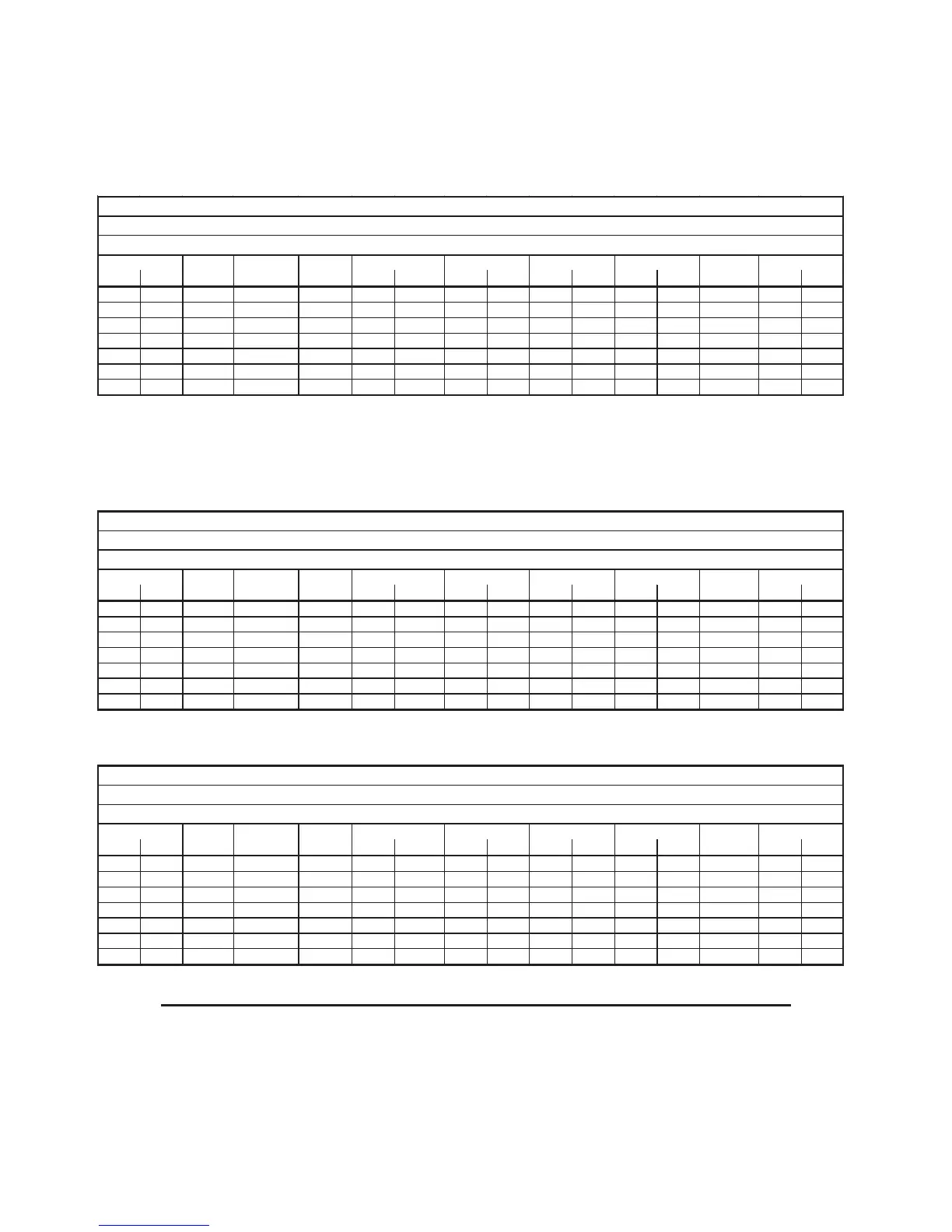
NOTES
* Gas pressure shown is for torches with leads up to 25' / 7.6 m long. For 50' / 15.2 m leads, set gas
pressure to 85 psi / 5.9 bar.
5PUBMnPXSBUFJODMVEFTQMBTNBBOETFDPOEBSZHBTnPX
Air Plasma Cutting Speed Data Chart For CutMaster 50 & CutMaster 51
Type Torch: SL60 - Drag Type Material: Aluminum
hcroT saG elgniS :saG yradnoceS epyTriA :saG amsalP epyT
ThicknessTip Output VoltsAmperageSpeed (Per Minute)StandoffPlasma Gas PressFlow (SCFH) Pierce Pierce Height
Inches
mm
(Cat. No.) (VDC)(Amps)InchesMetersInchesmmpsi*bar Plasma Total**Delay (Sec) Inches mm
20 ga 0.99-82078040300 7.62 N/AN/A 75 5.250350 00.0
.0
16 ga 1.59-82078040275 6.99 N/AN/A 75 5.250350 00.1
.8
10 ga 3.49-82078040751.91N/A N/A755.2 50 35000.19 4.8
7 ga 4.69-82078540551.40N/A N/A755.2 50 3500.5 0.19 4.8
1/4 6.49-82079040401.02N/A N/A755.2 50 3500.5 0.19 4.8
3/8 9.59-8207100 40 18 0.46 N/AN/A 75 5.250350 10.2
.4
1/2 12.7 9-8207 10040100.25N/A N/A755.2 50 3501.5 0.25 6.4
Air Plasma Cutting Speed Data Chart For CutMaster 50 & CutMaster 51
Type Torch: SL60 - Drag Type Material: Mild Steel
hcroT saG elgniS :saG yradnoceS epyTriA :saG amsalP epyT
ThicknessTip Output VoltsAmperageSpeed (Per Minute)StandoffPlasma Gas PressFlow (SCFH) Pierce Pierce Height
Inches
mm
(Cat. No.) (VDC)(Amps)InchesMetersInchesmmpsi*bar Plasma Total**Delay (Sec) Inches mm
20 ga 0.99-82078040300 7.62 N/AN/A 75 5.250350 00.0
.0
16 ga 1.59-82078040275 6.99 N/AN/A 75 5.250350 00.1
.8
10 ga 3.49-82078040105 2.67 N/AN/A 75 5.250350 00.1
.8
7 ga 4.69-82078540701.78N/A N/A755.2 50 3500.5 0.19 4.8
1/4 6.49-82079040390.99N/A N/A755.2 50 3500.5 0.19 4.8
3/8 9.59-8207100 40 20 0.51 N/AN/A 75 5.250350 10.2
.4
1/2 12.7 9-8207 10040100.25N/A N/A755.2 50 3501.5 0.25 6.4
Air Plasma Cutting Speed Data Chart For CutMaster 50 & CutMaster 51
Type Torch: SL60 - Drag Type Material: Stainless Steel
hcroT saG elgniS :saG yradnoceS epyTriA :saG amsalP epyT
Thickness TipOutput VoltsAmperageSpeed (Per Minute)StandoffPlasma Gas PressFlow (SCFH) Pierce Pierce Height
Inches
mm
(Cat. No.) (VDC)(Amps)InchesMetersInchesmmpsi* barPlasma Total** Delay (Sec) Inches mm
20 ga 0.99-82078040300 7.62 N/AN/A 75 5.250350 00.0
.0
16 ga 1.59-82078040275 6.99 N/AN/A 75 5.250350 00.1
.8
10 ga 3.49-82078040751.91N/A N/A755.2 50 35000.19 4.8
7 ga 4.69-82078540551.40N/A N/A755.2 50 3500.5 0.19 4.8
1/4 6.49-82079040401.02N/A N/A755.2 50 3500.5 0.19 4.8
3/8 9.59-8207100 40 18 0.46 N/AN/A 75 5.250350 10.2
.4
1/2 12.7 9-8207100 40 10 0.25 N/AN/A 75 5.250350 1.50.2
 Loading...
Loading...