16
17
Operation
Operation
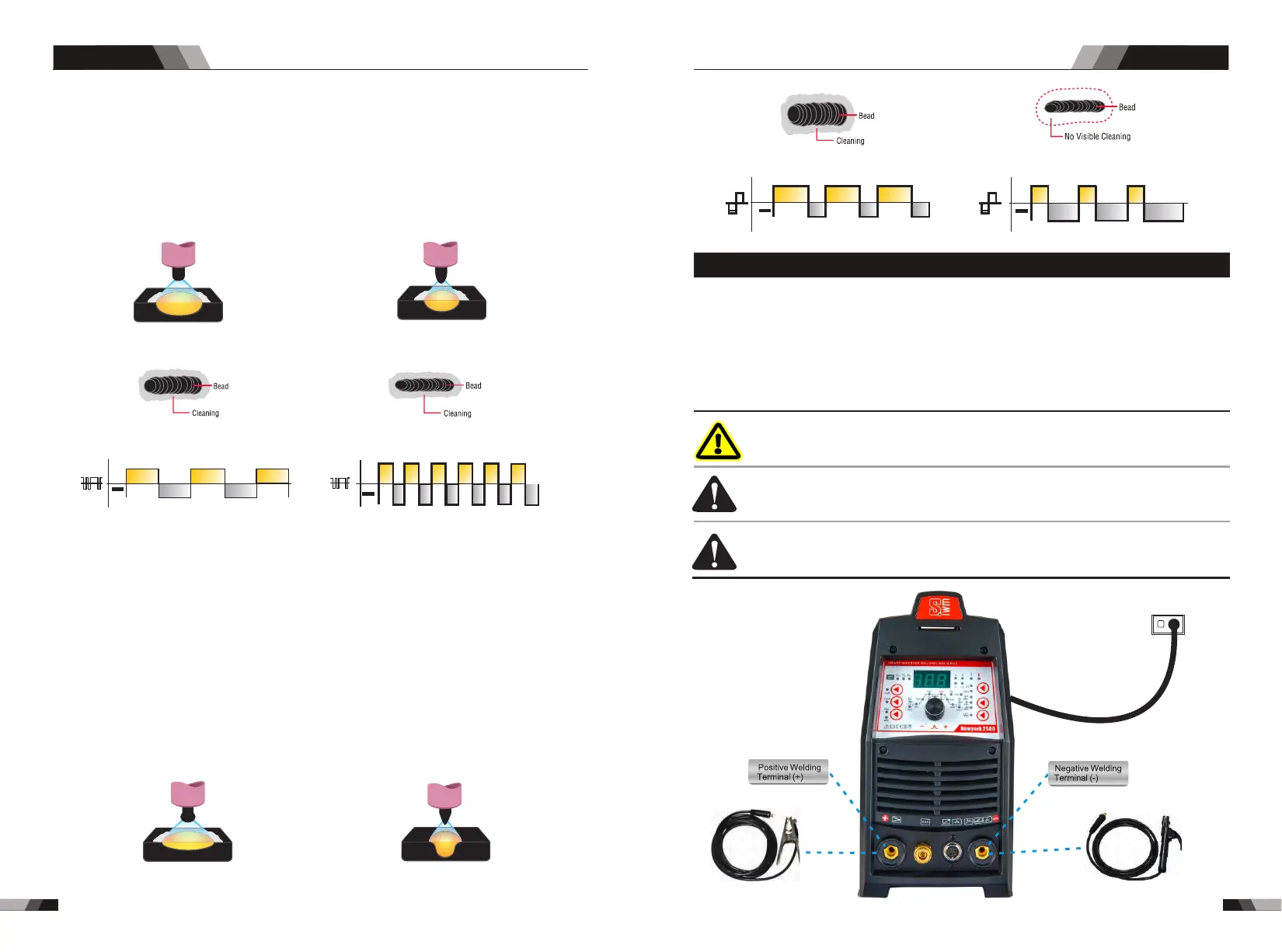
3.3 Setup For STICK (MMA) Welding
WARNING
Bef ore c onne ctin g t he wor k c lamp to the work and
inserting the electrode in the electrode holder make
sure the mains power supply is switched off.
CAUTION
CAUTION
Remove any packaging material prior to use. Do not
block the air vents at the front or rear of the Welding
Power Source.
Loo se weld ing ter mina l c onne ctio ns can cau se
overheating and result in the male plug being fused
in the bayonet terminal.
For Alkaline Electrode,connect the electrode holder to the positive welding termimal
Electrode,please connect the electrode holder to the negative welding termimal and
manufacturer. Welding current flows from the Power Source via heavy duty bayonet type
terminals. It is essential, however, that the male plug is inserted and turned securely to
achieve a sound electrical connection. Select STICK mode with the process selection
control.
a n d c o n n e c t t h e w o r k l e a d t o t h e n e g a t i v e w e l d i n g t e r m i n a l , w h i l e f o r t h e A c i d
connect the work lead to the positve welding terminal.If in doubt consult the electrode
12.Wave Balance
Setting arranges 10%-30%
T h i s p ar a m ete r o pe r a tes i n A C T I G mo d e a nd i s u se d t o se t t h e p en e t ra t i o n t o
cl eaning action ratio for the AC weld current. Gen erally WAVE BALANCE i s set t o
3 0 % f o r A C S T IC K w e l d i n g . T h e WAV E BA L AN C E c o n tr o l c h a n g e s th e r a t i o o f
penetration to cleaning action of the AC TIG welding arc. Maximum weld penetration
is a chieved when the WAVE BALANCE control is set to 1 0%. Maximum cleaning of
h e a v i l y o x i d i s ed a l u m i ni u m o r m a g n e s i um a l l o y s i s a c h i e v e d w h e n t he WAV E
B A L A N C E c o n t r o l i s s e t t o 3 0 %
Wider bead, good penetration
ideal for buildup work
Narrower bead for fillet welds and
automated applications
Wider bead and cleaning acting Narrower bead and cleaning acting
AC Balance Control
Controls arc cleaning action. Adjusting the % EN of the AC wave controls the width of the
etching zone surrounding the weld.
Note: Set the AC Balance control for adequate arc cleaning action at the sides and in
front o f the wel d puddle. AC B ala nce should b e fine t une d accord ing to h ow hea vy o r
thick the oxides are.
Wider bead, good penetration
ideal for buildup work
Narrower Bead, Good Penetration
Ideal For Buildup Work
AC Frequency control
Controls the width of the arc cone. Increasing the AC frequency provides a more focused
arc with increased directional control.
Not e : D ecrea sing the AC Freq u ency soft e ns the arc and broad ens the wel d pudd le
for a w ider w e ld b ead.
11. AC Frequency
Setting ranges 50HZ-200HZ
This parameter operates in AC TIG mode only and is used to set the frequency for the
AC weld current.
Wider bead and cleaning action Narrower bead, with no visible cleaning
power supply
Earth Clamp
Electrode Holder
AC/DC PLASMA SERIES EQUIPMENTAC/DC PLASMA SERIES EQUIPMENT