36
10
.
Applications
10.2.1 General note
Feed:
The feed is switched on by means of the T-handle on the front side of the spindle head.
i
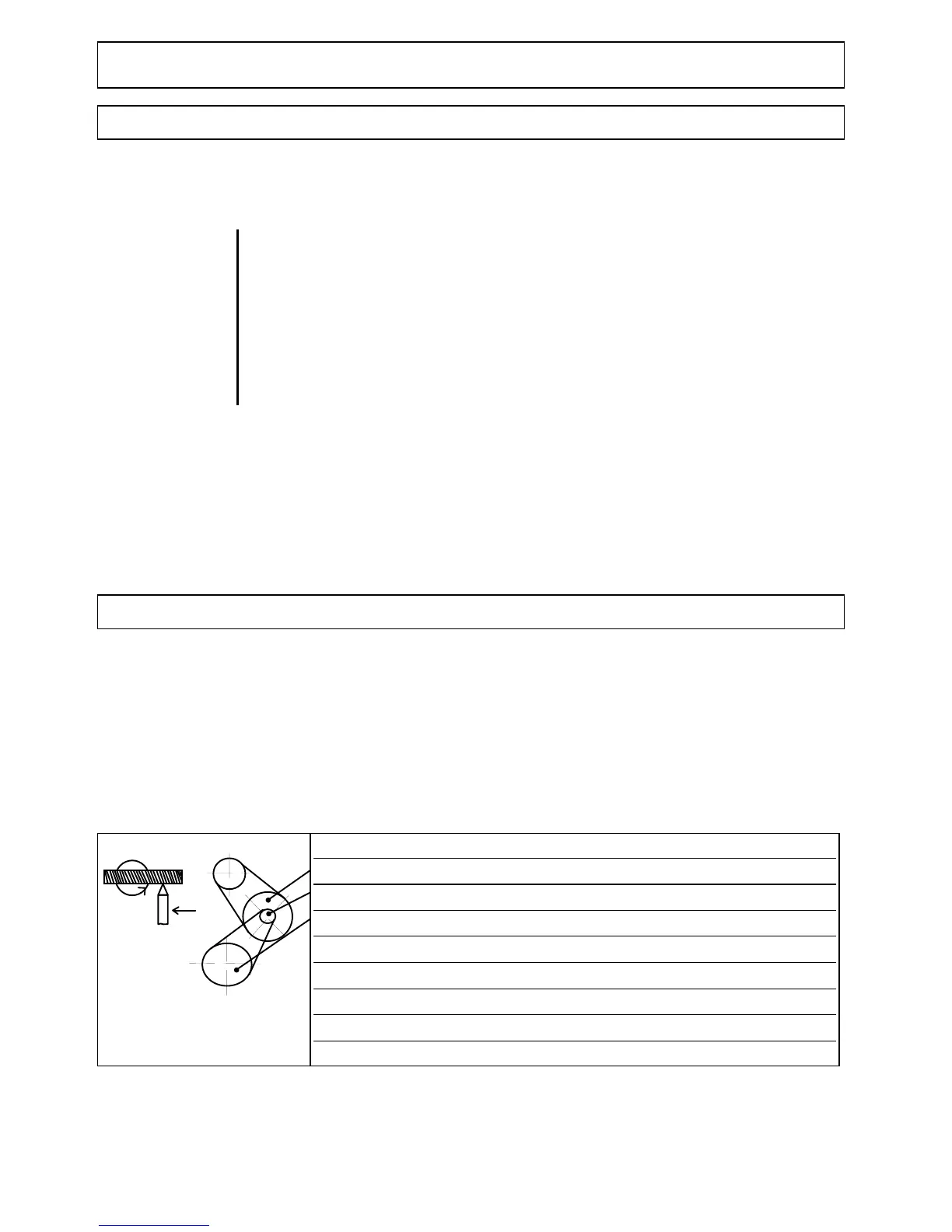
When cutting threads it must be remembered that the feed remains on
throughout to ensure that the turning chisel always returns to the same
positon when cutting more than one thread. For this reason, after completing
the cut the turning chisel with the transverse carriage is cammed out as,
otherwise, the flanks and cutting edges could be damaged and is returned to
its original position by altering the turning direction of the motor over the
reversing switch. It is advisable to make a 4-5 mm wide grove at the end of
the thread in order to enable a better camming out of the threading tool.
Long thread:
In the case of long thread diameters, the revolving lathe centre should always be used in order to
prevent the work piece from being pushed away.
Overload clutch:
To avoid damage at the advance system the main spindle and the leading spindle drive are
connected with an overload clutch.
10.2.2 Application of change gears - optional for D2000 and D2400 E
For the purpose of automatic longitudinal turning there are two feed rates, being at your disposal:
0,085 mm and 0,16 mm/revolution. (Upon delivery, the gears producing a feed of 0,085
mm/revolution have been put on).
Putting on different combinations of gears enables you to cut metric thread ranging from 0,4 to 3,0
mm in pitch. The same applies to inch thread ranging from 10 threads/" to 32 threads/" in pitch.
Table on thread cutting
* = Extras
mm 0,4 0,5 0,7 0,75 0,8 1,0 1,25 1,5 1,75 2,0 2,5 3,0
A 48 48 48 48 48 48 48 48 48 48 48 48
B 16 20 14 18 16 14 20 36 28 40 40 48
C 40 40 20 24 20 14 16 24 16 20 16 16
Z/1" 10 11 12 13 14 16 18 19 20 24 28 32
A 34 34 34 34 34 34 34 34 34 34 34 34
B 36 36 36 36 36 36 14 34* 18 24 18 18
C 20 22 24 26* 28 32 14 36 20 32 28 32