38
10
.
Applications
10.2.3 Altering the feeds or thread pitches for D2000 E and D2400 E
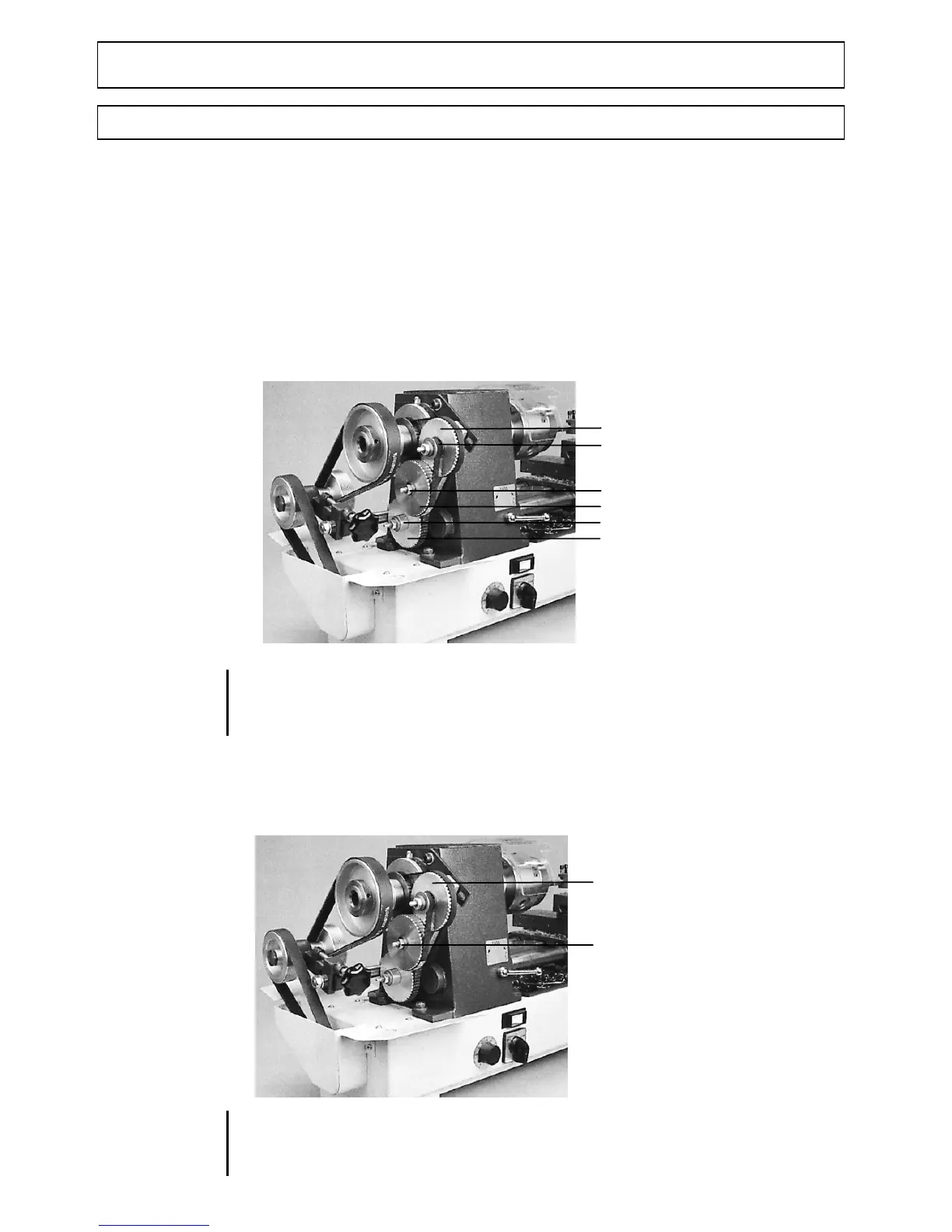
2. Changing the feed from 0,085 mm to a metric pitch of 1,5 mm
a. - c. Start the procedure exactly as already described under pos. 1, a-c, expect for the hexagonal
nut being removed as well from the shearing bushing C, as described under pos. 1 b.
d. Pull off the bushing and the tooth belt Z 48 from the shearing bushing C. Put the bushing and
the tooth belt pulley Z 24 onto the shearing bushing but, make sure that the bushing
precedes the tooth belt pulley. Bolt B with toothed belt will not be needed with thread
cutting!
e. Pull off tooth belt pulley Z 14 from bolt A and put on tooth belt pulley Z 36. Put on toothed belt
connecting the main spindle with bolt A and from A to C.
f. - g. Proceed as described under pos. 1, f-g!
Z 14
bolt B escape
Z 48
Z 48
C
Z 48
i
Only the two short toothed belts (1145) are required for cutting metric threads.
The slightely longer toothed belt (1146), which connects the main spindle with
wheel A The toothed belt (1145) connects wheel B with wheel C.
3. Changing the feed from 0,085 mm to thread pitch 12 threads/"
Proceed exactly as already described under pos. 2. The procedure differs merely in
additionally changing the tooth belt pulley Z 48 running on bolt A for the tooth belt pulley Z 34.
bolt B escape
to change Z 48 against Z 34
i
As when cutting metric threads, only the two shorter toothed belts (1145) are
normally required. Exeption: For a lead of 13. 14. 16 or 19 threads/inch. In this
case, the longer toothed belt (1146) is required to connect wheels A and C.