Manual no. WDT90100 Page 23
CoolTig - 220
automatically sense and identify the devices when connected. All remote controls
work at TIG mode only.
The maximum current remote control can adjust is limited to the current setting at
machine. If you want to use panel to set the welding current while connecting to a
remote current control torch, turn the current potentiometer in torch to max position,
then you can adjust welding current by panel control.
5-5. Short circuit protection while welding
TIG: After the welding arc has established, if the tungsten electrode touches
the work the current will automatically drop to 0A to prolong the life of
tungsten and reduce the contamination to the work piece.
STICK: If the electrode touches the work for more than two seconds the
welding current will drop to 0A.
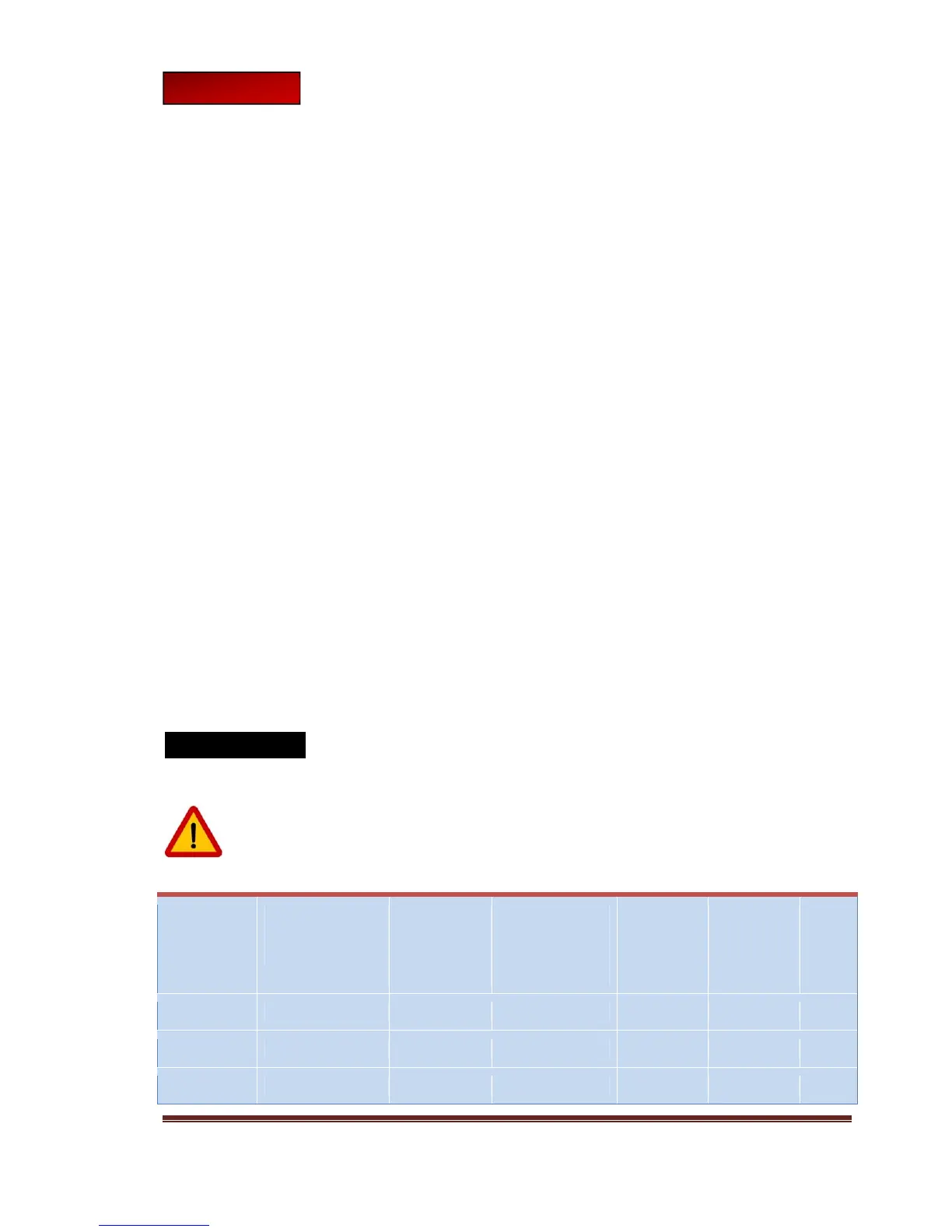
5-6. Welding Parameter selection chart
The setting listed below is just for initial commission of the machine. The parameter
can be refined during welding.
5-6.1.TIG welding parameter
CAUTION!
GRINDING THE TUNGSTEN ELECTRODE PRODUCES DUST AND FLYING
SPARKS WHICH CAN CAUSE INJURY AND START FIRES.USE LOCAL
EXHAUST AT THE GRINDER OR WEAR AN APPROVED RESPIRATOR
Plate
thickness
(mm)
Tungsten
electrode
diameter(mm)
Taper of
tungsten
electrode
(°)
Tungsten
electrode
end diameter
(mm)
Welding
current
(A)
Max
argon
flow rate
(L/min)
Weld
layer
0.2 1.0~1.6 10 0.1 10-15 2 1
0.4 1.0~1.6 20 0.12 15-20 2.5 1
0.6 1.0~1.6 20 0.25 15-30 2.5 1