OPERATION
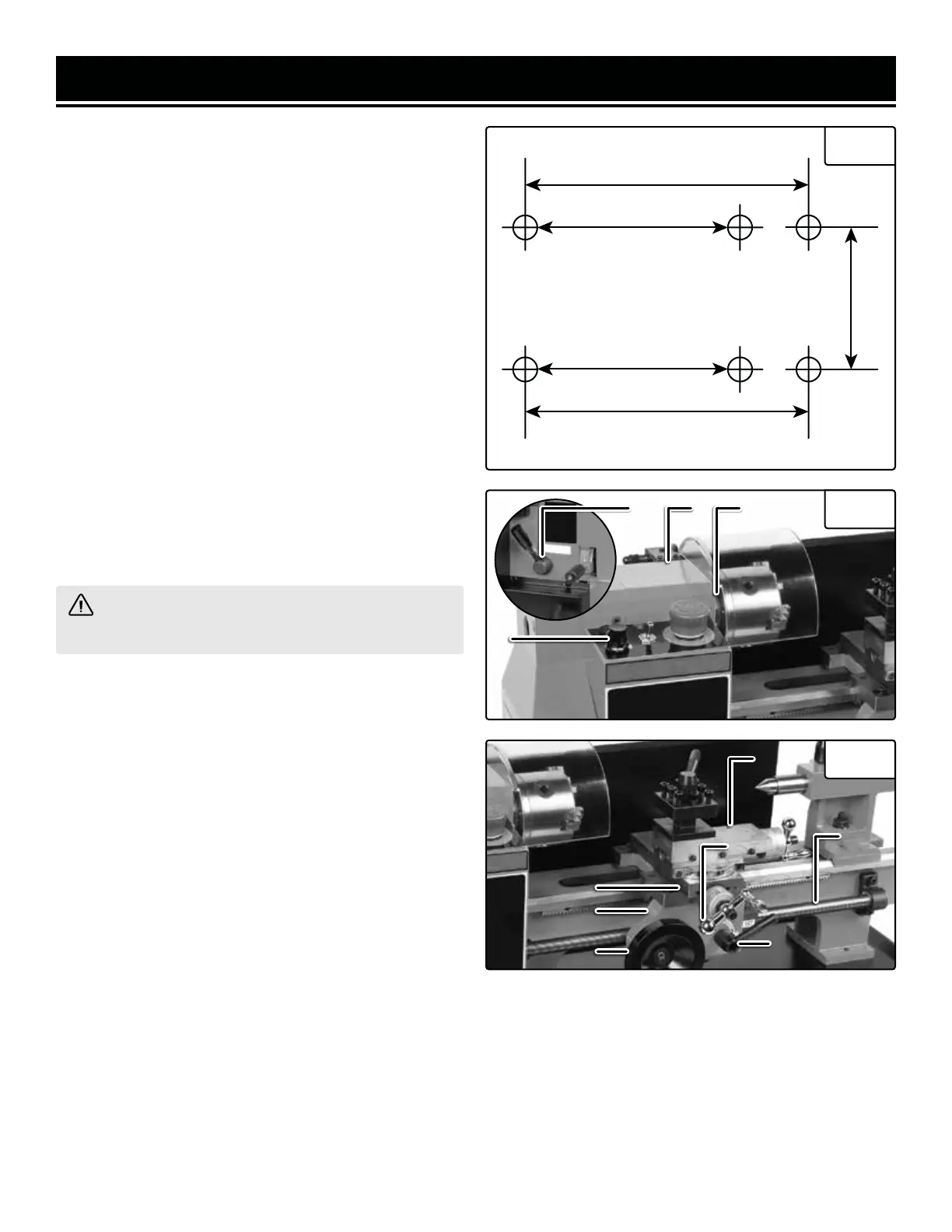
MOUNTING THE LATHE (FIG. 1)
The lathe should be mounted on a strong, heavy work-
bench. Take the necessary precautions when moving
the lathe. Assistance may be required. Bolt the machine
firmly to the workbench using the tapped holes. To do
this remove the 6mm screws securing the rubber feet
in place. Drill four 6mm (0.25-inch) clearance holes in
the worktop and find washers and 6mm screws long
enough to securely hold the unit in place.
HEADSTOCK
The headstock (Fig. 2 - 1) contains the motor, pulleys
and the drive belt that turn the spindle used to create
your workpiece. The spindle (Fig. 2 - 2) has a MT3 taper
for use in conjunction with a face plate or chuck. The
spindle has a flange attached with 6 holes arranged to
mount different fixtures, such as chuck jaws and face
plates. The speed of the spindle is adjusted using the
speed control knob (Fig. 2 - 3) on the control panel. The
speed ranges can be swapped between two ranges with
the lever (Fig. 2 - 4) on the back of the headstock.
Fig. 1
Fig. 2
Fig. 3
WARNING! Do not change the speed range dur-
ing operation.
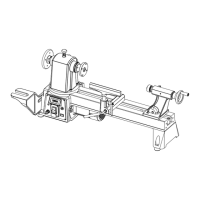
CARRIAGE
The carriage (Fig. 3 - 1) is the portion of the lathe that
moves the cross slide (Fig. 3 - 2) and compound slide
(Fig. 3 - 3) across the bed. It can be manually fed with
the handwheel (Fig. 3 - 5), or driven with the lead screw
(Fig. 3 - 4) by engaging the half nuts with the automatic
feed lever (Fig. 3 - 6).
CROSS SLIDE
The cross slide (Fig. 3 - 2) is used to move the tool
post and cutting tool across the bed, perpendicular to
the lead screw (Fig. 3 - 4) and the center axis of the
spindle. The cross slide is adjusted via a handle (Fig.
3 - 7) with precision tick marks, each indicating 0.001”.
This scale will rotate with the handle when it is turned
to feed the cross slide back and forth. Before beginning
turning, perform the following steps to adjust and zero
your cross slide:
1. Turn the handle counterclockwise to back the cross
slide about 0.015” away from your starting point, then
slowly turn the handle clockwise until the cross slide
returns to the starting position. This removes any play in
the slide and helps make the scale more accurate.
2. Hold the handle steady. With your other hand, rotate
the scale so the “0” lines up with the “0.000” mark on
the cross slide. From this point, the slide will remain ac-
curate as long as you only move it forward (toward the
splash guard on the back of the lathe).
3. Any time you back the slide away from your work-
piece, you will have to repeat steps 1 and 2 before mov-
ing the cross slide forward again for the next cut.
4
1
2
3
111
222
333
444
555
22.6 in. (575mm)
Model ML716
Model ML712
18.7 in. (475mm)
2.8 in.
(72mm)
666
11
777