www.wto-tools.comB80000-0 ENG12
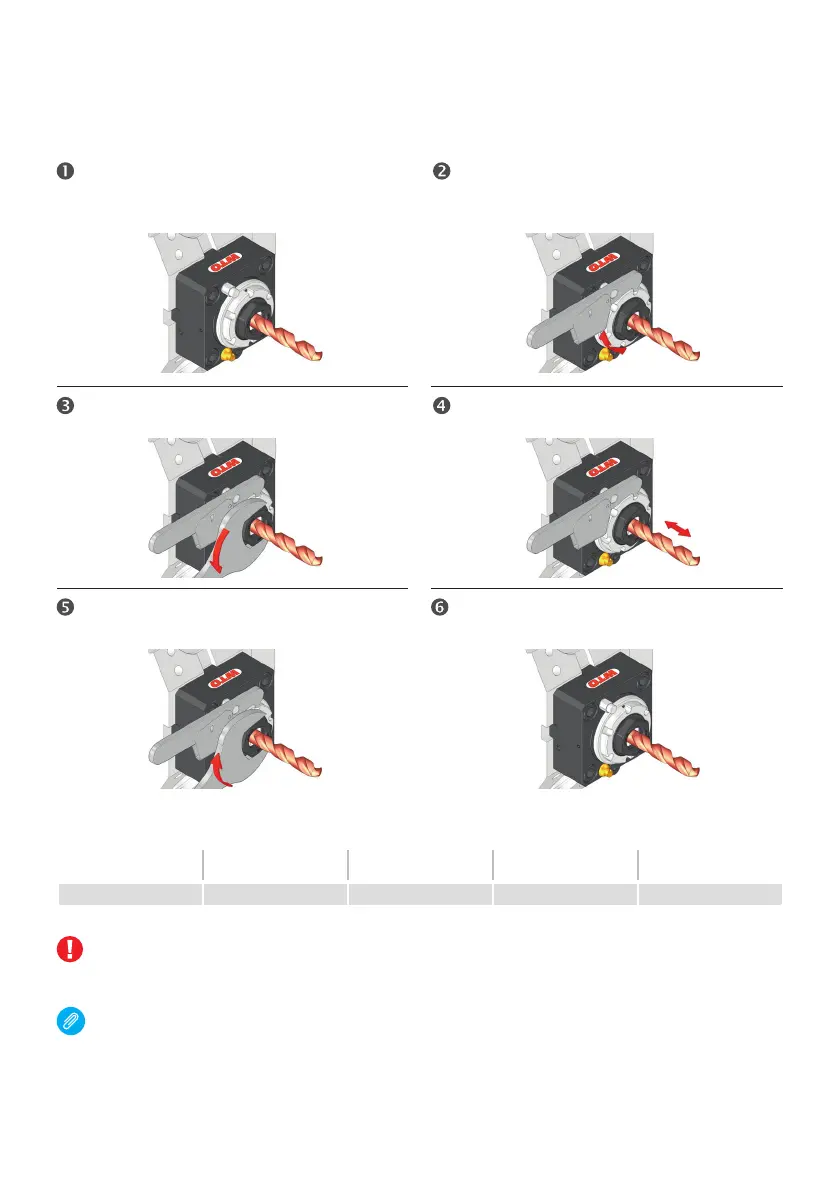
3.3 Changing the cutting tool
Rotate turret into machining position
(released machine drive)
Put on one-hand wrench and rotate DTH
spindle by hand until it locks into the
spindle nose
Release clamping nut with spanner
wrench
Change cutting tool
Tighten clamping nut with spanner
wrench. Follow torque recommendation!
Remove spanner wrench and
one-hand wrench
NOTICE
Never clamp oversize tool shanks. Never use a ø 12-11 mm collet to clamp a shank
ø 12.2mm. Rather use the next bigger collet, in that case ø 13-12 mm!
Improper handling causes poor runout and damage of the clamping nut!
WARNING
Tighten the clamping nut only when holding the spindle!
ER-20QF ER-25QF ER-32QF ER-40QF ER-50QF
80 Nm 110 Nm 140 Nm 180 Nm 240 Nm
59 ft-lb 81 ft-lb 103 ft-lb 133 ft-lb 177 ft-lb
Recommended tightening torque for the collet clamping nut
 Loading...
Loading...