5. Inspection and servicing of basic engine parts
106R1
5.1.5 Cylinder bore measurement
Especially clean head surface, cylinder bores and oil
holes, and check the below items after removing any
carbon deposit and bonding agent.
(a) Appearance inspection
Check if there is any discoloration or crack. If crack is
suspected, perform color check. Sufficiently clean the
oil holes and check they are not clogged.
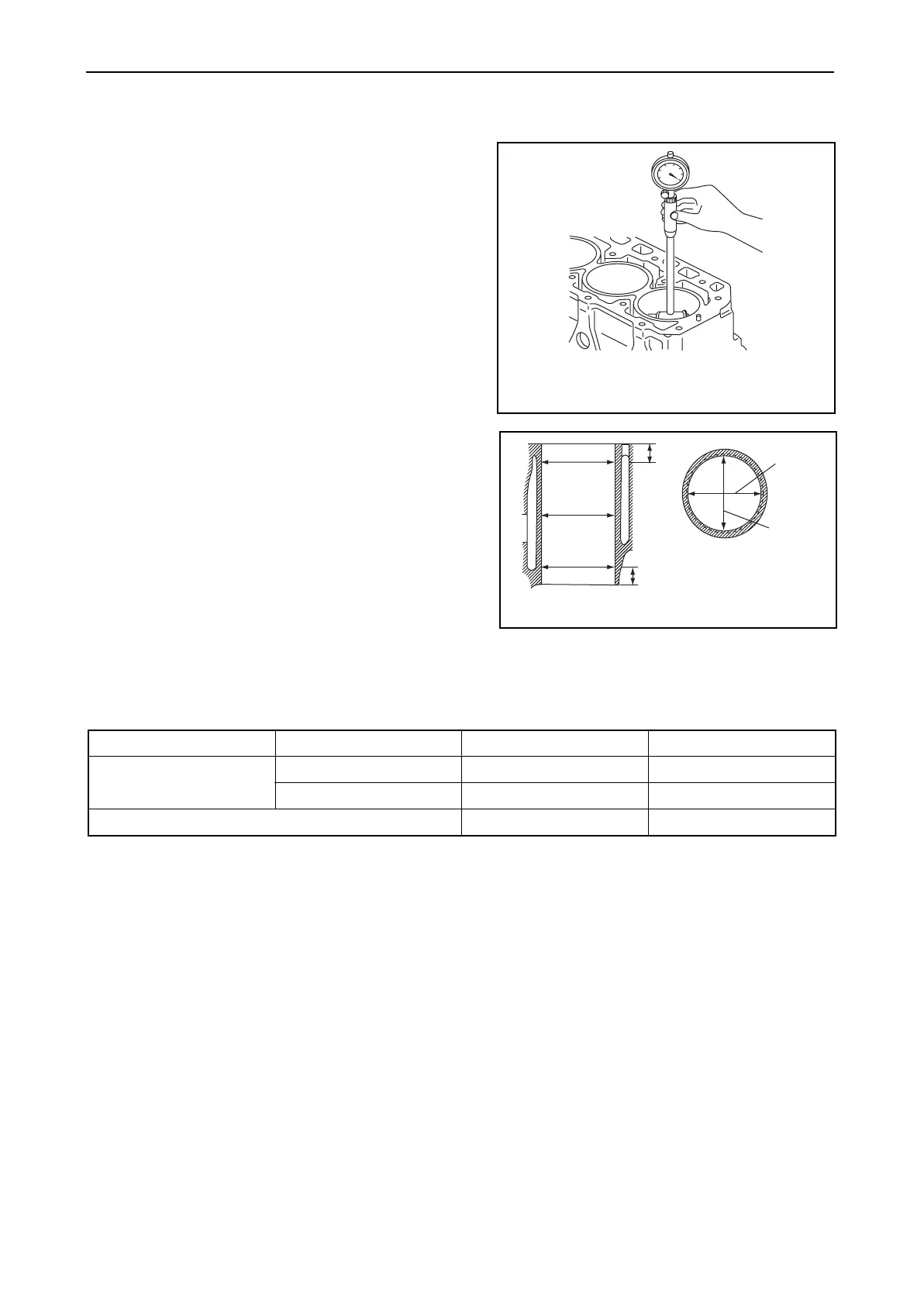
(b) Cylinder bore and distortion
Measure at 20 mm below the crest of the liner, at 20
mm from the bottom end and at the center in two
directions A and B as shown in the below figure.
Roundness:
Roundness is found as follows though it is the
simple method. Measure cylinder diameters of the
A direction and the B direction on each section of a,
b and c.
Roundness is the maximum value among those
difference values.
Cylindricity:
Cylindricity is found as follows though it is the simple
method.
Measure cylinder diameters of a, b and c sections in
the A direction, and calculate the difference in
maximum value and minimum value of the
measured diameters.
In the same way measure and calculate the
difference in the B direction.
Cylindricity is the maximum value between those
difference values.
mm
Item Model Standard Limit
Cylinder bore diameter 3YM30 76.000-76.030 76.200
3YM20/2YM15 70.000-70.030 70.200
Cylinder roundness /Inclination 0.01 or less 0.03
001494-00E
(Cylinder bore)
20 mm
A
B
Measure in two directions
A and B at points a, b and c.
a
b
c
20 mm
(Cylinder bore measurement positions)