1. INTRODUCTION
YASNAC LX3,
IIultraspeed dual processor CNC”
is a combination of two high-performance 16-bit
microprocessors running in parallel.
Incorporat-
ing our modern system technique, it is designed
to provide the highest lathe performance.
The dual processor CNC system drastically re-
duces the data processing time to meet high-
speed cutting.
Block-to-block stop time de-
creased by the use of high-speed buffer func-
tion and buffering function.
. Enhanced cutting capability includes a maximum
of 24 meters /rein feed command, precise feed E
command, 500-milimeter lead thread cutting,
continuous thread cutting, multiple thread
cutting, and variable pitch thread cutting.
To meet FMS trends, program interrupt func-
tion, tool life control, user macro, tool set
error correction, stored stroke limit per tool,
and other functions can be installed.
. Part program memory can be extended to a
maximum of 320 meters .
Its data input loutput
interface is available with FACIT, RS232C and,
in addition, RS422 serial interface capable of
high-speed long distance transmission.
. Programming is further facilitated by improved
tool radius compensation function, G 50–work
coordinate system setting, angle–specified line–
ar interpolation, and combined beveling/round-
ing function.
. The servo function uses a drastically miniatur-
ized and low-noise, newly transistorized PWM
control unit and a high-performance DC servo
motor.
The position feedback is available with the
standard pulse generator (PG) system and,
the inductosyn-applied complete closed loop
system.
2. PROGRAMMING
2.1 TAPE FORMAT
2. 1.1 TAPE FORMAT
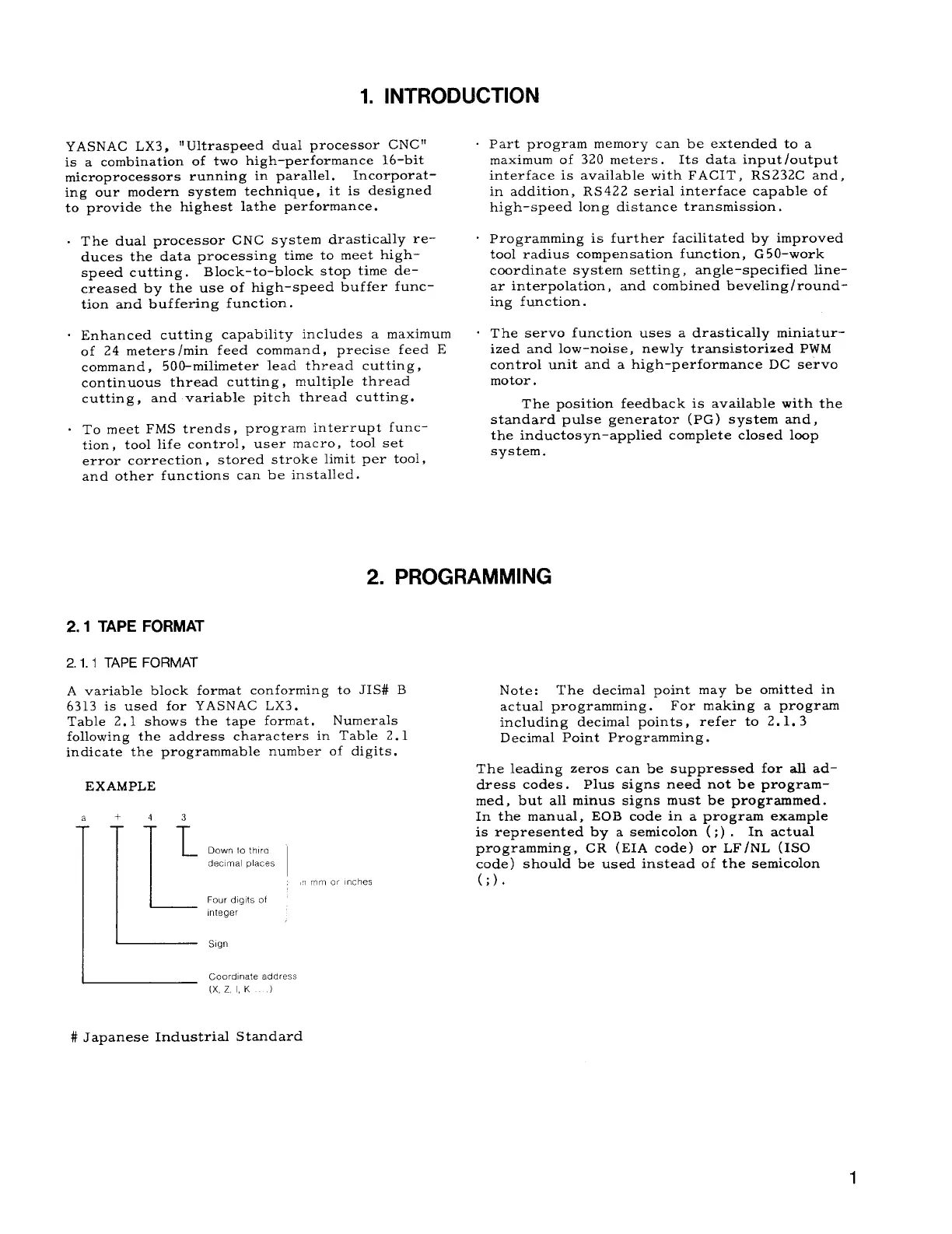
A variable block format conforming to JIS# B
6313 is used for YASNAC LX3.
Table 2.1 shows the tape format.
Numerals
following the address characters in Table 2.1
indicate the programmable number of digits.
EXAMPLE
a
+
4
3
L
L
Down to thtro
dec]mal places
Four d[glts of
1-
—
,n mm or inches
Integer
Sign
Note: The decimal point may be omitted in
actual programming.
For making a program
including decimal points, refer to 2. 1.3
Decimal Point Programming.
The leading zeros can be suppressed for all ad-
dress codes. Plus signs need not be program-
med, but all minus signs must be programmed.
In the manual, EOB code in a program example
is represented by a semicolon (;) . In actual
programming, CR (EIA code) or LF /NL (1S0
code ) should be used instead of the semicolon
(;).
~ .Oodnaeadd=s
(X, ZI, K )
# Japanese Industrial Standard

 Loading...
Loading...







