B-5 INSTALLATION B-5
ELECTRIC SHOCK can kill.
Keep the electrode holder and
cable insulation in good condition.
Do not touch electrically live parts
or electrode with skin or wet clothing.
Insulate yourself from work and ground.
Turn the input line Switch on the arcweld
®
machines “Off” before connecting or disconnecting
output cables or other equipment.
For secure electrical connection, the power source
output sockets connecting cable plugs must be
tightened. Damage may occur to the output socket
or welding performance maybe compromised.
To avoid interference problems with other equipment
and to achieve the best possible operation, route all
cables directly to the work. Avoid excessive lengths and
do not coil excess cable.
OUTPUT CONNECTIONS
A quick disconnect system using twist mate cable plugs
is used for the welding cable connections. Refer to the
following sections for more information on connecting
the machine for operation of stick welding(MMAW) or
TIG (GTAW).
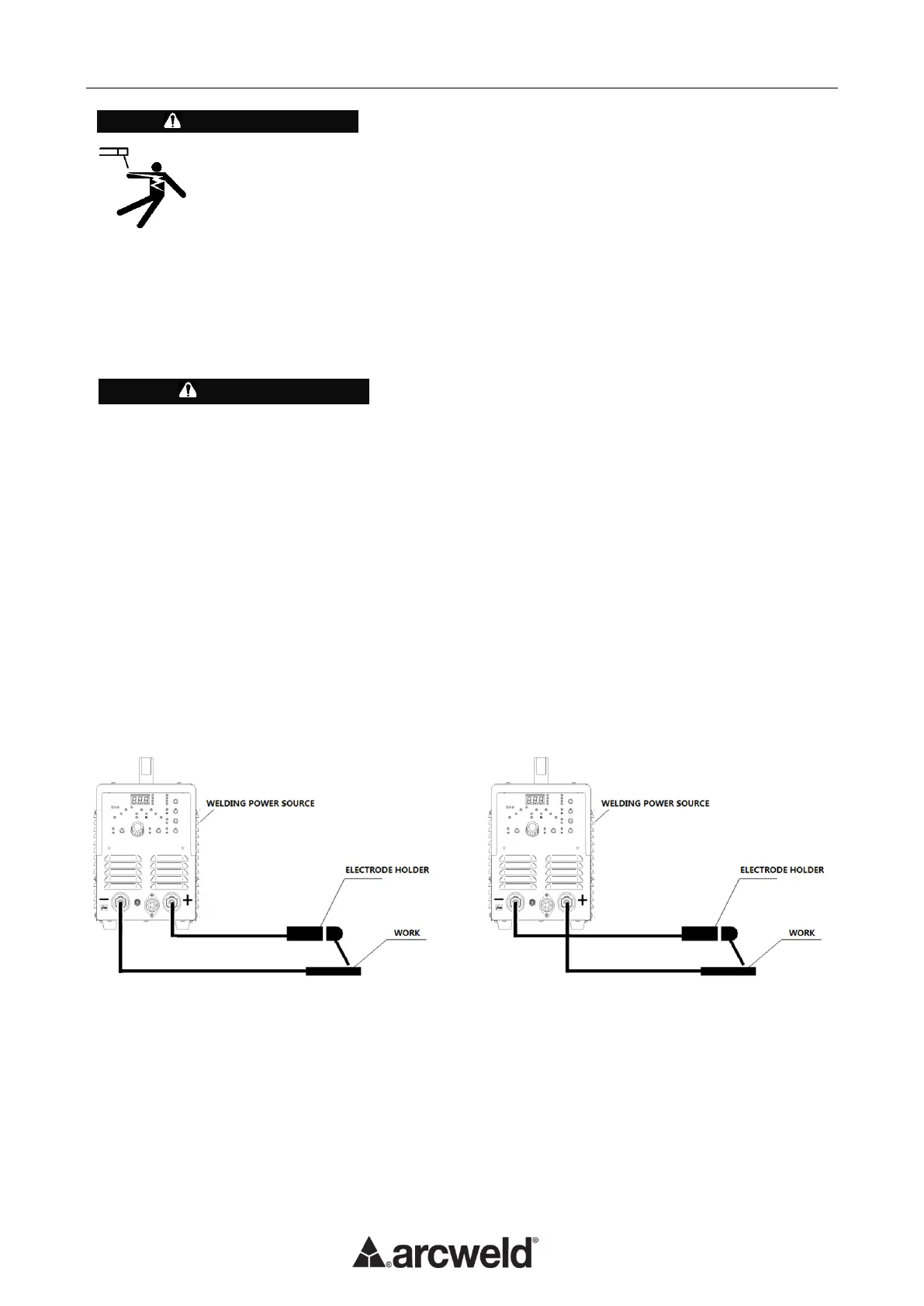
STICK WELDING (MMA)
First determine the proper electrode polarity
for the electrode to be used. Consult the
electrode data for this information. Then
connect the output cables to the output
terminals of the machine for the selected
polarity. Shown here is the connection
method for DC(+) welding. (See Figure B.1)
Connect the welding cable to the (+) terminal
and the work clamp to the (-) terminal. Insert
the connector with the key lining up with the
keyway and rotate approximately 1/4 turn
clockwise. Do not over tighten.
For DC(-) welding, switch the cable
connections at the machine so that the
welding cable is connected to (-) and and
the work clamp is connected to (+). (See
Figure B.2)