C-2 OPERATION CONTROL AND CONNECTORS C-2
1. MMA OPERATION
PARAMETERS SETTING:
Choose the MMA mode, adjust the initial current I
s
for hot start current (10-200A), adjust slope up time T
up
for arc force current (10~200A), and adjust the peak current I
1
for welding current.
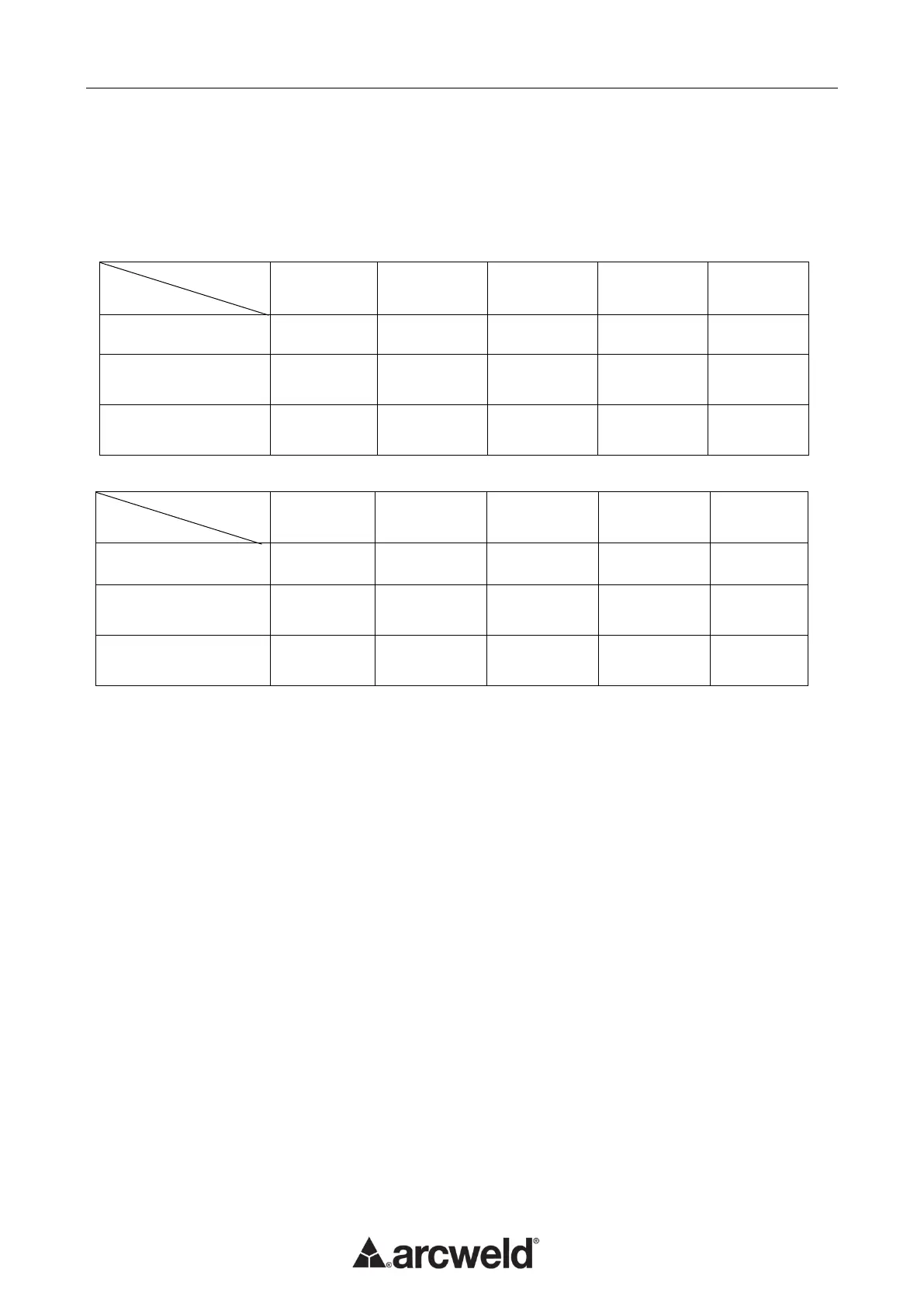
Welding current setting table - Flat welding
Titania calcium
electrode
Welding current setting table- Vertical welding
Titania calcium
electrode
2. DC TIG OPERATION
PARAMETERS SETTING:
Choose the DC TIG mode which default setting will be without pulse and mix functions, LIFT/HF , 2T/4T,
adjust the preflow time, initial current, slope up time, peak current, slope down time, crater current and
postflow time.
PREFLOW TIME SETTING: In order to protect the workpiece and the tungsten from contamination and
burnout, set the preflow time to let argon gas purge the air in the gas hose and TIG torch. The preflow
provides protection for the area where the weld pool will be formed. It also improves arc stability when
the welding arc is created.
INITIAL CURRENT SETTING: Usually set the current less than the peak current in 4-step mode.
SLOPE UP TIME SETTING: Time needed to go from initial current to welding current.
PEAK CURRENT SETTING: It is the welding current. Set the current refer to the TIG welding table.
SLOPE DOWN TIME SETTING: Time needed to shift from welding current to crater current. To avoid
cracks and craters at the end of welding.
CRATER CURRENT SETTING: Usually set the current less than the peak current in 4-step mode.
POSTFLOW TIME SETTING: In order to protect the workpiece and the tungsten from contamination
and burnout, set the postflow time to let argon gas flow for a short time. This protects the weld pool and
the electrode against oxidization whilst the metal is cooling after welding.