C-6 OPERATION CONTROL AND CONNECTORS C-6
4. AC TIG OPERATION
PARAMETERS SETTING:
Choose the AC TIG mode which default setting will be without pulse and mix functions, LIFT/HF , 2T/4T,
adjust the preflow time, initial current, slope up time, peak current, slope down time, crater current, postflow
time, AC frequency and AC balance.
AC FREQUENCY SETTING: The higher frequency, the arc is concenrated more intensively, weld bead
smoother, but the sound of arc is relatively shrill. Usually suggest the low AC frequency.
AC BALANCE (EP RATIO) SETTING: Is the percentage of AC negative wave against AC period. The
higher it is, the smoother the weld bead but the penetration is more shallow, tungsten wears more easily.
Usually suggest the low EP ratio.
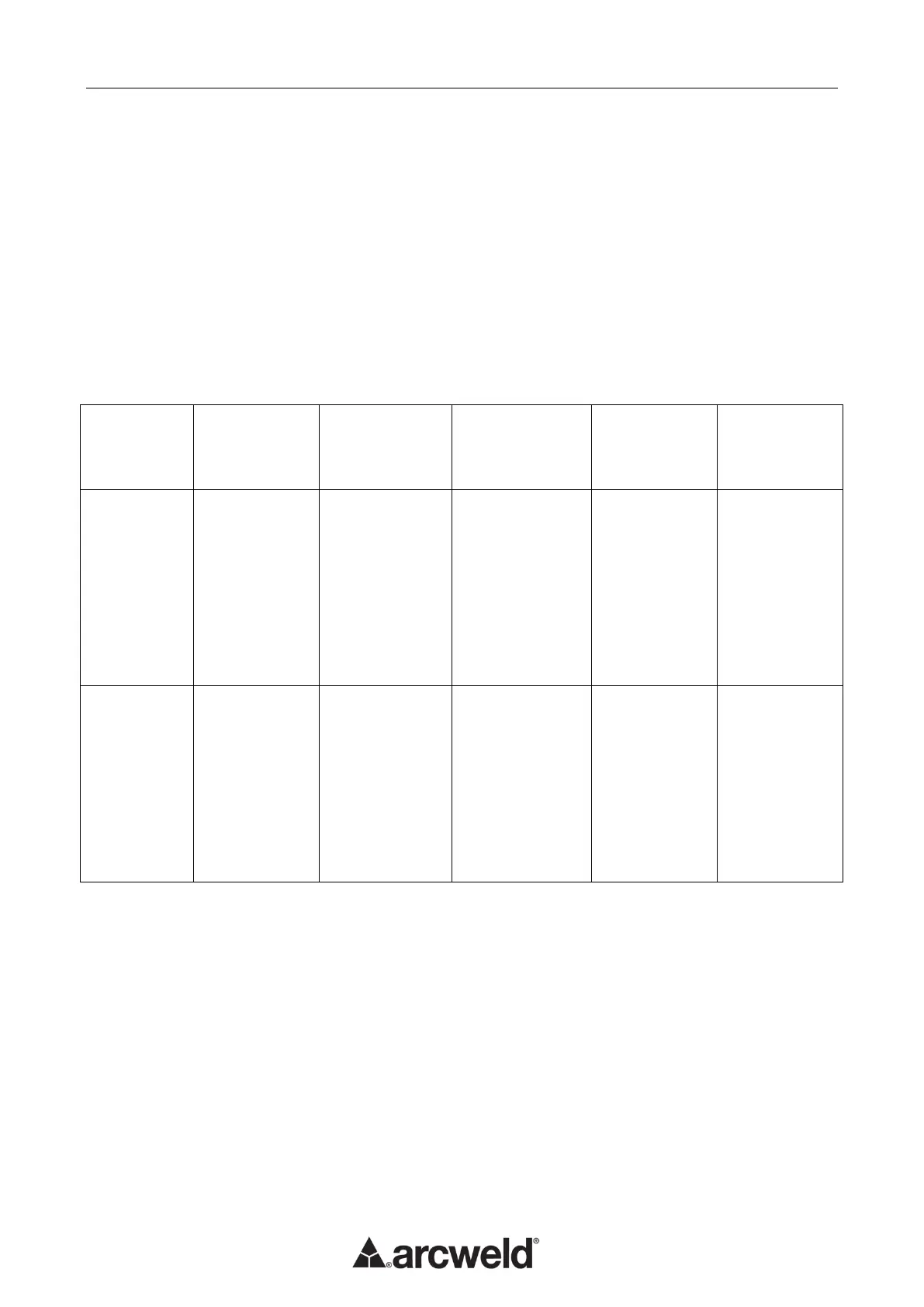
1.0
1.6
2.4
3.2
4.0
4.8
6.4
1.6
1.6,2.4
1.6,2.4
2.4,3.2
3.2,4.0
3.2,4.0,4.8
4.0,4.8
~1.6
~1.6
1.6~2.4
2.4~4.0
3.2~4.8
4.0~6.4
4.0~6.4
50~60
60~90
80~110
100~140
140~180
170~220
200~270
5~6
5~6
6~7
6~7
7~8
7~8
8~12
1.0
1.6
2.4
3.2
4.0
4.8
6.4
1.6
1.6,2.4
1.6,2.4
1.6,2.4
2.4,3.2
3.0,4.0
3.2,4.0
~1.6
1.6~2.4
1.6~2.4
2.4~3.2
3.2~4.0
3.2~4.8
4.0~4.8
30~40
40~70
60~90
75~110
90~120
110~150
130~170
3~4
4~5
4~5
5~6
5~6
5~6
6~7
5. AC TIG / PULSE OPERATION
PARAMETERS SETTING:
Choose the AC TIG mode, Pulse welding function, LIFT/HF , 2T/4T, adjust the preflow time, initial current,
slope up time, peak current, base current, slope down time, crater current, postflow time, pulse frequency ,
pulse ratio , AC frequency, AC balance.