121
Multi Function Professional Puncher – B1
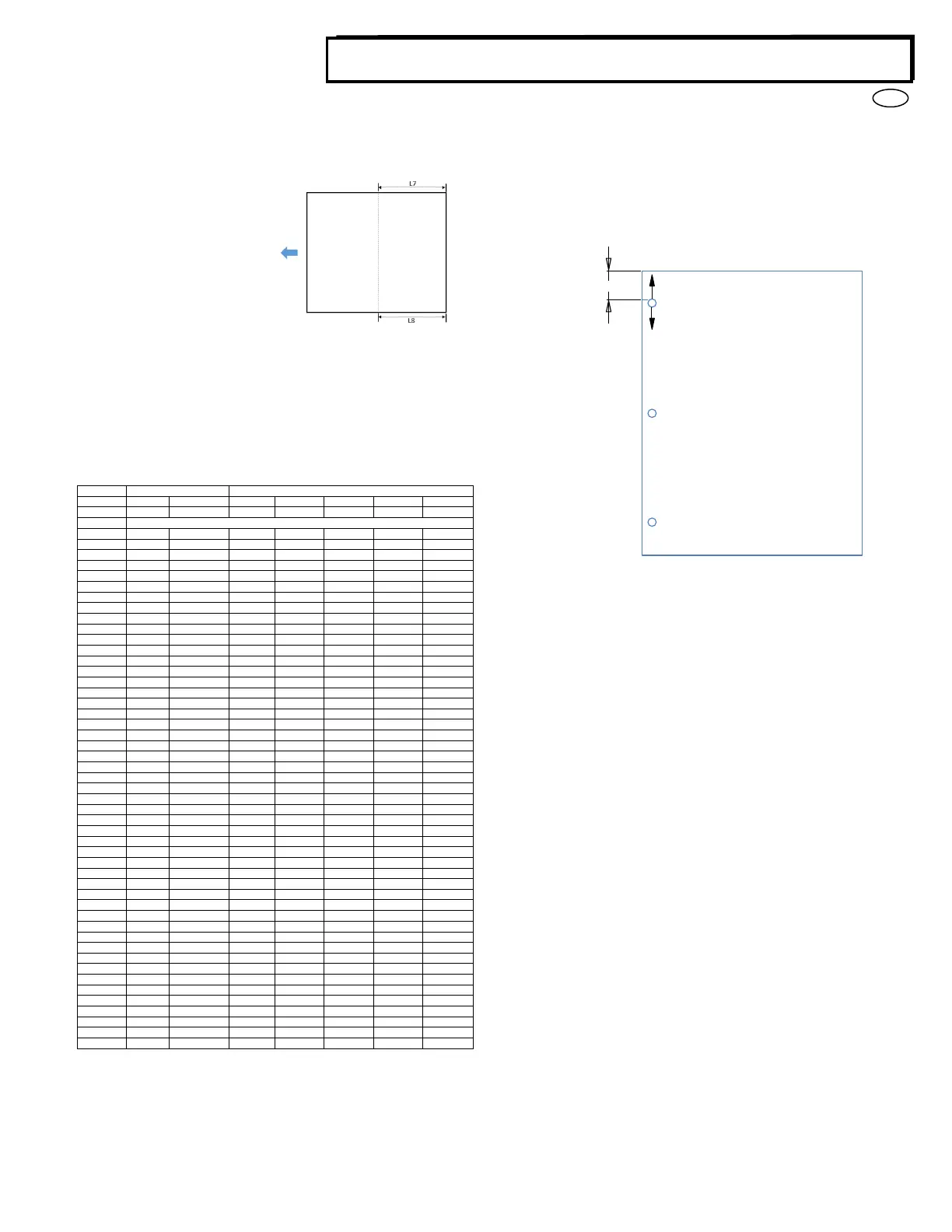
3. 压线偏移量(仅在插入压线模具时)
可以调整压线偏移量,用于改进介质中压线角度。
i) 在压线模式下打印 10 页纸
工作。
ii) 在每页纸上 测 量 L8 和
L7。
iii) 计算 L8-L7 并根据下表中
的“X”和纸张尺寸
iv) 求平均值,寻找输入编号
“ S” , 更 改 BG DP L
REAR 或 BG DP XL REAR
。
v) 如果 L8>L7,则压线偏移量 BG DP L/ XL REAR 为负“S”。
vi) 如果 L8<L7,则压线偏移量 BG DP L/ XL REAR 为正“S”。
vii) 输入“S”后,在压线模式下打印 1 页纸。
viii) 测量 L8 之后,计算 L8 和原始智纸张尺寸中间位置之间的差
值。 在 backgage 菜单中把这一数字输入“1Crease Mid”,用
于纠正压线位置。
压线偏移量表
4. 对齐设置
对齐设置的是顶部的冲孔与纸张侧面边缘(从冲孔输出方向观察)
的距离。该距离可通过“设置”界面进行调整(在主屏按下上
下键)箭头,选择“确认”进行设置。按上箭头增大该距离,按下
箭头减小该距离。
5. 透明封面
可以使用该功能调整透明封面媒介的左边距设置和上边距设置。
6. 语言
LCD 显示屏有以下语言可供选择:英语、法语、西班牙语、德语或
意大利语。
LCD
显示屏的显示信息
1. 模具类型
将显示机器中目前安装的模具组类型。
2. 冲孔周期
系统已处理的冲孔纸张总数。
3. 固件
显示当前 MFPP-B1 固件的版本。
对齐设置
LCD显示屏上的“+”
表示增大对齐偏移量
LCD显示屏上的“-”
表示减小对齐偏移量
 Loading...
Loading...