3
-
WSC Wire start control. This arc striking control device pre-
vents wire from sticking to the workpiece or torch nozzle
and ensures precise and smooth arc striking, particularly
when welding aluminium.
-
Welding parameters that are controlled digitally by a micro-
processor, are monitored and modified in just a few sec-
onds, maintaining a consistently precise and stable arc as
the welding conditions continue to vary due to the move-
ment of the torch and the irregularities of the parts to be
welded.
-
Exclusive SWS “Smart Welding Stop” system at the end of
TIG welding. Lifting up the torch without switching off the
arc will introduce a slope down and it will switch off auto-
matically.
-
“Energy Saving” function to operate the power source cool-
ing fan and the torch water cooling only when necessary.
- Auto-diagnostic feature for trouble shooting.
- Password-controlled total or partial equipment access.
• High electrical performance resulting in a reduction in ener-
gy consumption.
• Remote parameter adjustment directly from HT4 feeder.
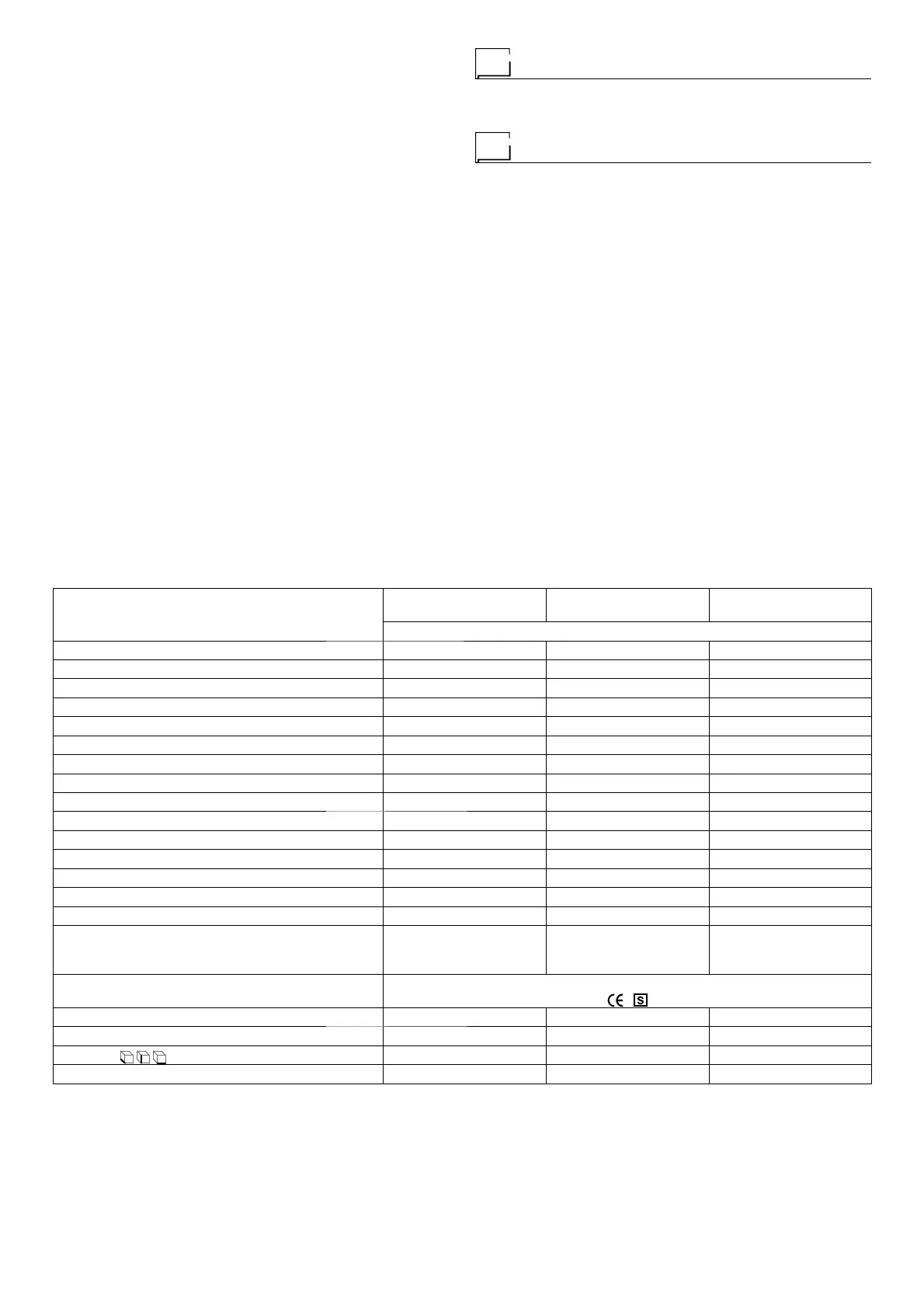
Technical data
The general technical data of the system are summarized in
table 1.
Usage limits (IEC 60974-1)
The use of a welder is typically discontinuous, in that it is made
up of effective work periods (welding) and rest periods (for the
positioning of parts, the replacement of wire and underflush-
ing operations etc. This welder is dimensioned to supply a I
2
max nominal current in complete safety for a period of work of
40/50% of the total usage time. The regulations in force estab-
lish the total usage time to be 10 minutes. The work cycle is
considered to be 40/50% of this period of time. Exceeding the
work cycle allowed could cause a trip switch to trip (for further
information see the DH control panel manual), which protects
the components inside the welding machine against dangerous
overheating. After several minutes the overheat cut-off rearms
automatically and the welder is ready for use again.
Table 1
Model
DIGITECH vision PULSE
3300
DIGITECH vision PULSE
4000
DIGITECH vision PULSE
5000
MIG-MAG welding
Three-phase input 50/60 Hz V 400 ± 20% 400 ± 20% 400 ± 20%
Mains supply: Z
max
Ω 0,037 0,028 0,017
Input power @ I
2
Max kVA 18,8 25,5 32
Delayed fuse (I
2
@ 60%) A253040
Power factor / cosφ 0,64 / 0,99 0,66 / 0,99 0,66 / 0,99
Efficiency degree η 0,83 0,86 0,89
Open circuit voltage V637070
Current range A 10 ÷ 330 10 ÷ 400 10÷500
Duty cycle @ 100% (40°C) A 280 330 380
Duty cycle @ 60% (40°C) A 300 370 460
Duty cycle @ X% (40°C) A 330 (40%) 400 (50%) 500 (50%)
Wires diameter (*) mm 0,6 ÷ 1,2 (*) 0,6 ÷ 1,6 (*) 0,6 ÷ 1,6 (*)
N° rollers (*) 4 (*) 4 (*) 4 (*)
Power output of feeder motor (*) W 100 (*) 100 (*) 100 (*)
Rated wire feeding speed (*) m/min 0,5 ÷ 25 (*) 0,5 ÷ 25 (*) 0,5 ÷ 25 (*)
Spool (*)
Diameter
Weight
mm
kg
Ø300 (*)
15 (*)
Ø300 (*)
15 (*)
Ø300 (*)
15 (*)
Standards
IEC 60974-1 - IEC 60974-5 (*) - IEC 60974-10
Protection class IP 23 S IP 23 S IP 23 S
Insulation class HHH
Dimensions mm 660 - 515 - 290 660 - 515 - 290 660 - 515 - 290
Weight kg 35 40 44
(*) On the HT4 feeder, fitted separately.
WARNING: This equipment complies with EN//IEC 61000-3-12 provided that the maximum permissible system impedance Z
max
is less than or
equal to 0,037 Ω DIGITECH vision PULSE 3300 - 0,028 Ω DIGITECH vision PULSE 4000 - 0,017 Ω DIGITECH vision PULSE 5000 at the in-
terface point between the user’s supply and the public system. It is the responsibility of the installer or user of the equipment to ensure, by con-
sultation with the distribution network operator if necessary, that the equipment is connected only to a supply with maximum permissible system
impedance Z
max
less than or equal to 0,037 Ω DIGITECH vision PULSE 3300 - 0,028 Ω DIGITECH vision PULSE 4000 - 0,017 Ω DIGITECH
vision PULSE 5000.
This system, tested according to EN/IEC 61000-3-3, meets the requirements of EN/IEC 61000-3-11.