35
O valor da intensidade da corrente a utilizar para os vários tipos
de solda, dentro do campo de regulagem indicado na tabela 4 é:
•
Elevado para as soldas planas, em plano frontal e vertical as-
cendente.
• Médio para as soldas além da cabeceira.
• Baixo para as soldas verticais descendentes e para unir peças
de pequenas dimensões pré aquecidas.
Uma indicação, bastante aproximada, da corrente média a ser
usada na soldadura de eletrodos para aço normal é fornecida
pela seguinte fórmula:
I = 50 × (Øe - 1)
Onde:
I = intensidade da corrente de solda
Øe = diâmetro do eletrodo
Exemplo:
Eletrodo diâmetro 4 mm
I = 50 × (4 - 1) = 50 × 3 = 150A
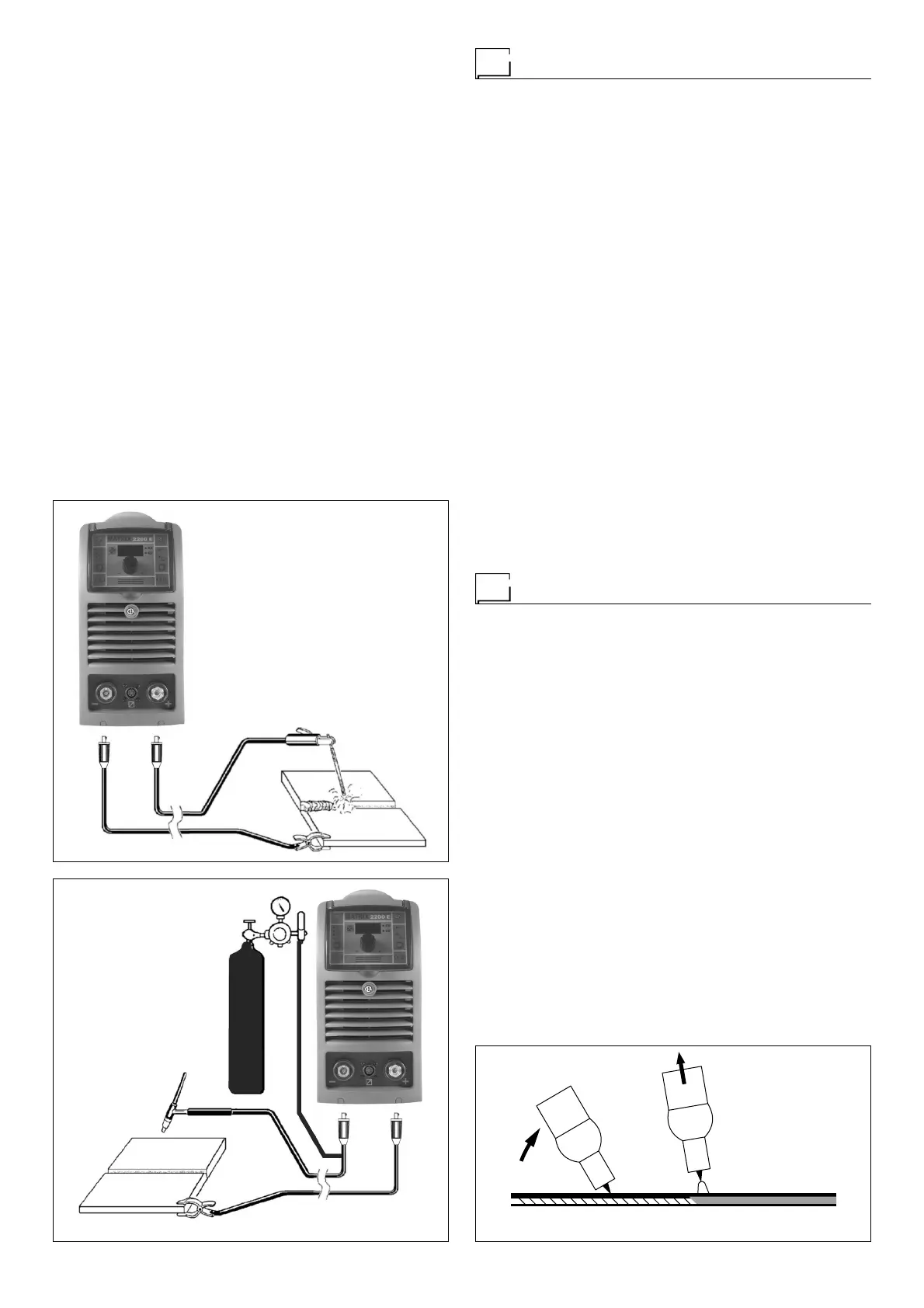
FIG. B
FIG. C
Soldagem TIG
A soldagem TIG funde o metal da peça a soldar, utilizando um arco
escorvado por um electrodo de tungstenio. O banho de fusão e o
electrodo são protegidos pelo gás argonio (Argon). É útil para sol-
dar chapas finas e quando é solicitada alta qualidade.
1) Ligação cabos de soldagem (Fig. C):
• Ligue o tubo de gás por uma extremidade ao bocal de gás
colocado no dinse da tocha TIG e pela outra estremidade
à botija de gás Argon e abra a mesma.
• Com a máquina desligada:
- Ligue o cabo de massa à conexão rápida marcada pelo
símbolo + (positivo).
-
Ligue a relativa pinça de massa à peça a ser soldada
ou ao nível porta-peças em zonas sem ferrugem, ver-
niz, gordura, etc.
-
Ligue o cabo de potência da tocha TIG à conexão rápida
marcada pelo símbolo - (negativo).
2) Accione a máquina de soldar seleccionando a posição 1 no
interruptor ligar-desligar (Pos. 5, Fig. A).
3) Faça as regulações, seleccione os parâmetros no painel de
controlo MX 22 (leia atentamente o manual em anexo).
4) Abra a botija de gás e regule o fluxo rodando manualmente a
válvula situada na tocha TIG.
5) Escorvar, por contacto, à corrente de soldadura estabelecida,
o arco voltaico com um movimento decidido e rápido (escor-
vamento tipo “Lift” - Fig. D).
Para concluir a soldadura:
•
Levantar lentamente a tocha, a certo ponto a corrente de
soldadura diminui e em seguida pára completamente.
•
A máquina de soldar efectua um slope down automático
com respectiva desactivação do arco.
6) No final da soldadura lembre-se de fechar a válvula da tocha
e da botija de gás.
Manutenção
ATENÇÃO: Antes de efetuar qualquer inspeção dentro do gera-
dor desligar da corrente elétrica.
PEÇAS DE SUBSTITUIÇÃO
As peças de substituição originais foram especificamente proje-
tadas para o nosso equipamento. O uso de peças não originais
pode causar variação no desempenho e reduzir o nível de segu-
rança previsto.
Para danos causados pelo uso de peças de substituição não ori-
ginais declinamos qualquer responsabilidade.
GERADOR
Sendo estas soldadoras completamente estáticproceder segun-
do descrito de seguida:
•
Remoção periódica de eventuais acúmulos de sujeira e pó de
dentro do gerador usando ar comprimido. Não direcionar o jato
de ar diretamente sobre os componentes eletricos uqe pode-
riam danificar-se.
• Inspeção periódica com a finalidade de verificar a presença de
cabos desgastados ou de conexões frouxas.
2000HA912000HA94
FIG. D
2000HA86
 Loading...
Loading...








