23
3.1. MISE EN OEUVRE
L'installation de la machine doit être exécutée par du per-
sonnel expert. Tous les raccordements doivent être exé-
cutés conformément aux normes en vigueur et dans le
plein respect de la loi de prévention des accidents (norme
CEI 26-10- CENELEC HD 427).
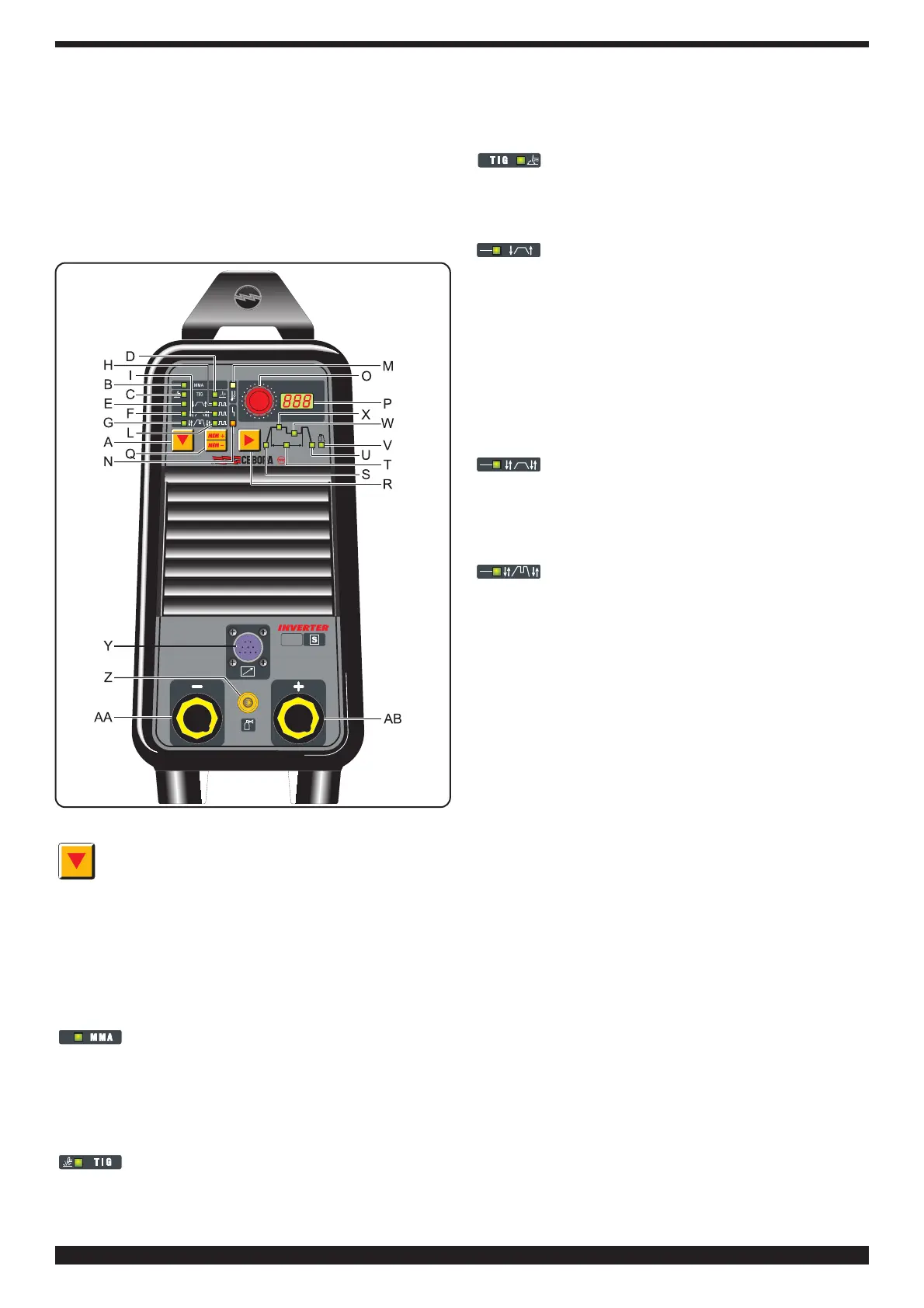
3.2. DESCRIPTION DE LA MACHINE
A - Sélecteur de procédé et de mode
A l'aide de ce bouton il est possible de choisir le
procédé de soudure (Electrode ou TIG) et le mode.
En TIG, les voyants allumés seront toujours deux: l'un
indiquant le mode d'allumage avec HF ou par contact et
l'autre indiquant le mode continu ou pulsé avec com-
mande à 2 ou 4 temps. A chaque pression de ce bouton
correspond une nouvelle sélection.
L'allumage des voyants en correspondance des sym-
boles indique votre choix.
B - VOYANT Soudure à l'électrode (MMA)
Cette machine peut fondre tous les types d'électrodes
revêtues*, sauf le type cellulosique.
Dans cette position, uniquement le bouton O pour le
réglage du courant de soudure est habilité au fonctionne-
ment.
C - VOYANT Soudure TIG avec allumage de
l'arc sans haute fréquence.
Pour allumer l'arc appuyer sur le bouton de la torche et
ensuite toucher, avec l'électrode de tungstène, la pièce à
souder et la soulever. Le mouvement doit être décidé et
rapide.
D - VOYANT Soudure TIG avec allumage de
l'arc avec haute fréquence.
Pour allumer l'arc appuyer sur le bouton de la torche; une
étincelle pilote de haute tension/fréquence allumera l'arc.
E - VOYANT Soudure TIG-continu-2 temps
(manuel).
En appuyant sur le bouton de la torche, le courant com-
mence à augmenter pendant un temps correspondant au
"slope up" réglé au préalable jusqu'à atteindre la valeur
réglée à l'aide du bouton O. Lorsqu'on relâche le bouton,
le courant commence à diminuer pendant un temps cor-
respondant au "slope down" réglé au préalable jusqu'à
revenir à zéro.
Dans cette position, il est possible de raccorder l'acces-
soire commande à pédale ART 193.
F - VOYANT Soudure TIG-continu-4 temps
(automatique).
Ce programme diffère du précédent puisque tant l'allu-
mage que l'extinction sont commandés en appuyant et
relâchant le bouton de la torche.
G - VOYANT Soudure TIG-continu avec
double niveau de courant-4 temps (automatique).
Avant d'allumer l'arc, régler les deux niveaux de courant:
Premier niveau: appuyer sur la touche R jusqu'à faire allu-
mer le voyant X et régler le courant principal à l'aide du
bouton O.
Deuxième niveau: appuyer sur la touche R jusqu'à faire
allumer le voyant W et régler le courant à l'aide du bou-
ton O.
Après l'allumage de l'arc, le courant commence à aug-
menter pendant un temps correspondant au "slope up"
(voyant S allumé) réglé au préalable jusqu'à atteindre la
valeur réglée à l'aide du bouton O. Le voyant X s'allume
et le display P l'affiche.
Si au cours de la soudure il faut diminuer le courant sans
éteindre l'arc (par exemple changement du metal d'ap-
port, changement de la position de travail, passage d'une
position horizontale à une verticale, ect.), appuyer et relâ-
cher immédiatement le bouton de la torche: le courant se
porte sur la deuxième valeur sélectionnée, le voyant W
s'allume et X s'éteint.
Pour revenir au courant principal précédent, répéter l'ac-
tion de pression et de relâchement du bouton de la
torche: le voyant X s'allume alors que le voyant W s'é-
teint. Chaque fois qu'on désire interrompre la soudure,
appuyer sur le bouton de la torche pendant un temps
supérieur à 0,7 secondes et ensuite le relâcher: le cou-
rant commence à descendre jusqu'à zéro pendant le
temps de "slope down" réglé au préalable (voyant U
allumé).
Pendant la phase de "slope down", si l'on appuie et
relâche immédiatement le bouton de la torche, on revient
au "slope up" si réglé à une valeur supérieure à zéro, ou
bien au courant le plus bas des valeurs réglées.
N.B. le terme "APPUYER ET RELACHER IMMEDIATE-
MENT" se réfère à un temps maximal de 0,5 secondes.