4
conformità alle norme vigenti e nel pieno rispetto della legge
antinfortunistica (norma CEI 26-10- CENELEC HD 427).
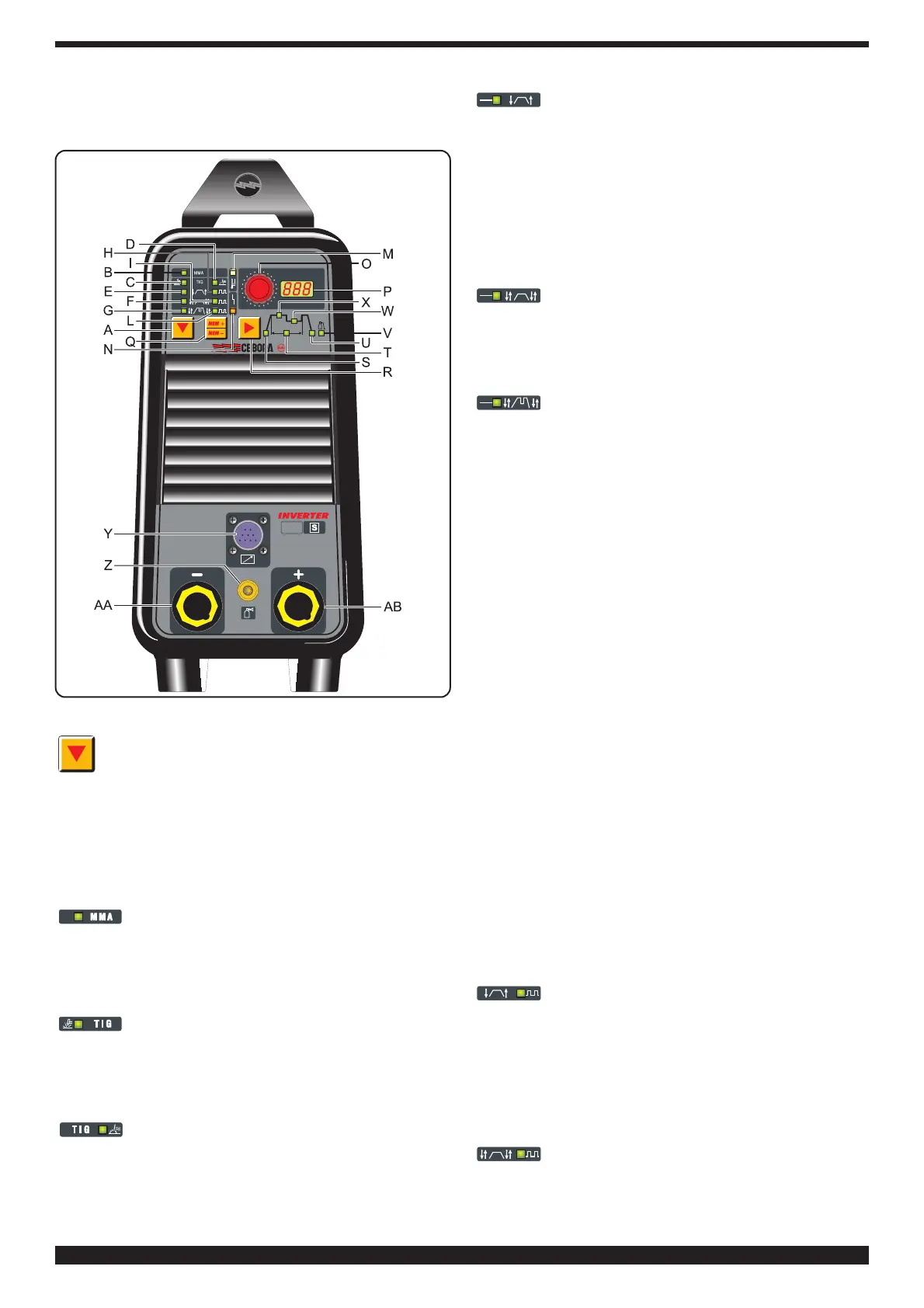
3.2. DESCRIZIONE DELL'APPARECCHIO
A - Selettore di procedimento e di modo
Tramite questo pulsante avviene la scelta del proce-
dimento di saldatura (Elettrodo o TIG) e del modo.
In TIG i led accesi saranno sempre due, uno indica il modo
di accensione con HF o a contatto e l'altro indica il modo
continuo o pulsato con comando 2 o 4 tempi. A ogni pres-
sione di questo pulsante si ottiene una nuova selezione.
L'accensione dei led in corrispondenza ai simboli visualizza-
no la Vostra scelta.
B - LED. Saldatura ad elettrodo (MMA)
Questa macchina può fondere tutti i tipi di elettrodi rivestiti
escluso il tipo cellulosico.
In questa posizione è abilitata a funzionare solo la manopo-
la O per la regolazione della corrente di saldatura.
C - LED. Saldatura TIG con accensione del-
l'arco senza alta frequenza.
Per accendere l'arco premere il pulsante torcia e toccare con
l'elettrodo di tungsteno il pezzo da saldare e rialzarlo. Il movi-
mento deve essere deciso e rapido.
D - LED. Saldatura TIG con accensione del-
l'arco con alta frequenza.
Per accendere l'arco premere il pulsante torcia, una scintilla
pilota di alta tensione/frequenza accenderà l'arco.
E - LED. Saldatura TIG-continuo-2 tempi
(manuale).
Premendo il pulsante della torcia la corrente inizia ad aumen-
tare ed impiega un tempo corrispondente allo "slope up", pre-
ventivamente regolato, per raggiungere il valore regolato con
manopola O. Quando si lascia il pulsante la corrente inizia a
diminuire ed impiega un tempo corrispondente allo "slope
down", preventivamente regolato, per ritornare a zero.
In questa posizione si può collegare l’accessorio comando a
pedale ART. 193,
F - LED. Saldatura TIG-continuo-4 tempi
(automatico).
Questo programma differisce dal precedente perché sia
l'accensione che lo spegnimento vengono comandati pre-
mendo e rilasciando il pulsante della torcia
G - LED. Saldatura TIG-continuo con doppio
livello di corrente-4 tempi (automatico).
Prima di accendere l'arco impostare i due livelli di corrente:
Primo livello: premere il tasto R fino ad accendere il led X e
regolare la corrente principale con la manopola O.
Secondo livello: premere il tasto R fino ad accendere il led W
e regolare la corrente con la manopola O.
Dopo l'accensione dell'arco la corrente inizia ad aumentare
ed impiega un tempo corrispondente allo "slope up" (led S
acceso), preventivamente regolato, per raggiungere il valore
regolato con manopola O. Il led X si accende e il display P
la visualizza.
Se durante la saldatura vi è la necessità di diminuire la cor-
rente senza spegnere l'arco (per esempio cambio del mate-
riale d'apporto, cambio di posizione di lavoro, passaggio da
una posizione orizzontale ad una verticale ecc.…) premere e
rilasciare immediatamente il pulsante torcia, la corrente si
porta al secondo valore selezionato, il led W si accende e X
si spegne.
Per tornare alla precedente corrente principale ripetere l'a-
zione di pressione e di rilascio del pulsante torcia, il led X si
accende mentre il led W si spegne. In qualsiasi momento si
voglia interrompere la saldatura premere il pulsante torcia
per un tempo maggiore di 0,7 secondi poi rilasciarlo, la
corrente comincia a scendere fino al valore di zero nel tempo
di "slope down", preventivamente stabilito (led U acceso).
Durante la fase di "slope down", se si preme e si rilascia
immediatamente il pulsante della torcia, si ritorna in "slope
up" se questo è regolato ad un valore maggiore di zero,
oppure alla corrente minore tra i valori regolati.
N.B. il termine "PREMERE E RILASCIARE IMMEDIATAMEN-
TE" fa riferimento ad un tempo massimo di 0,5 sec.
H - LED. Saldatura TIG-pulsato-2 tempi
(manuale).
Da 0,16 fino a 1,1Hz di frequenza di pulsazione il display P
visualizza alternativamente la corrente di picco (principale) e
la corrente di base. I led X e W si accendono alternativa-
mente; oltre 1,1Hz il display P visualizza la media delle due
correnti e i led X e W restano entrambi accesi.
In questa posizione si può collegare l’accessorio comando a
pedale ART. 193,
I - LED. Saldatura TIG-pulsato-4 tempi (auto-
matico).
Questo programma differisce dal precedente perché sia
l'accensione che lo spegnimento vengono comandati pre-
mendo e rilasciando il pulsante della torcia