37
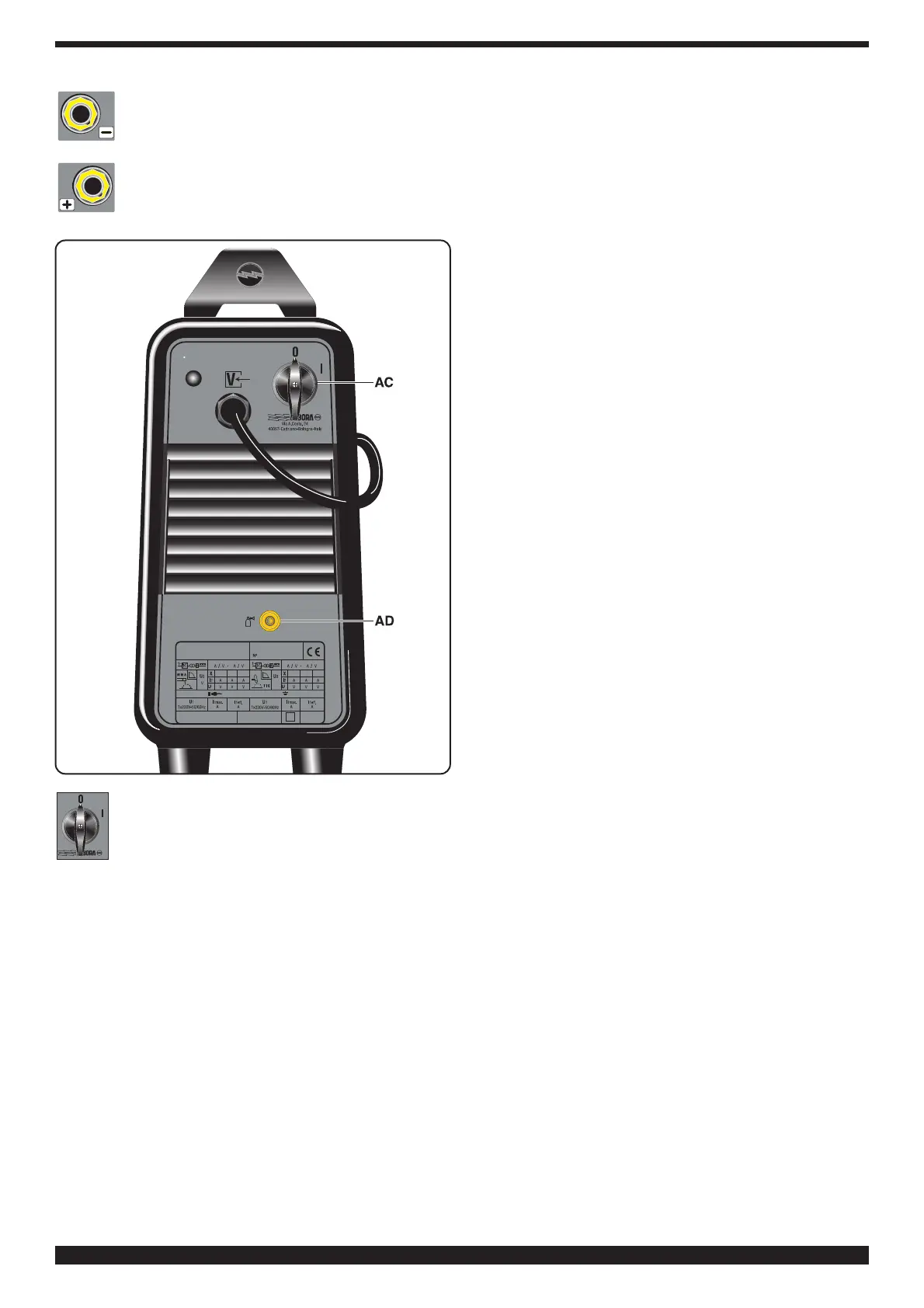
AA - borne de saída negativo (-)
AB - borne de saída positivo (+)
AC - Interruptor
Acende e desliga a máquina
AD - Acoplamento entrada gás
3.3. OBSERVAÇÕES GERAIS
Antes de usar esta máquina de soldadura ler com aten-
ção as normas CEI 26/9 - CENELEC HD 407 e CEI 26.11
- CENELEC HD 433 além de verificar a integridade do
isolamento dos cabos, das pinças porta-eléctrodos, das
tomadas e das fichas. Certificar-se também de que a
secção e o comprimento dos cabos de soldagem sejam
compatíveis com a corrente utilizada.
3.4. SOLDAGEM DE ELÉTRODOS REVESTIDOS
(MMA)
- Esta máquina de soldadura é idónea para soldar todos
os tipos de eléctrodos excepto os do tipo celulósicos
(AWS 6010).
- Certificar-se que o interruptor AC esteja na posição 0,
ligar então os cabos de soldagem, respeitando a polari-
dade indicada pelo fabricante de eléctrodos que serão
utilizados e o borne do cabo de massa à peça no ponto
mais próximo possível da soldagem, certificando-se que
haja um bom contacto eléctrico.
- Não tocar contemporaneamente a tocha ou a pinça
porta eléctrodo e o borne de massa.
- Acender a máquina usando o interruptor AC.
Seleccionar, carregando no botão A, o procedimento
MMA, sinalizador B Aceso.
- Regular a corrente com base no diâmetro do eléctrodo,
na posição de soldagem e no tipo de liga a efectuar.
- Terminada a soldagem, desligar sempre o aparelho e
retirar o eléctrodo da pinça porta eléctrodo.
3.5. SOLDAGEM TIG
Esta máquina de soldadura é idónea para soldar, com
procedimento TIG, o aço inoxidável, o ferro e o cobre.
Ligar o conector do cabo de massa ao pólo positivo (+)
da máquina de soldadura e o borne à peça no ponto mais
próximo possível da máquina de soldadura, certificando-
se que haja um bom contacto eléctrico.
Ligar o conector de potência da tocha TIG ao pólo nega-
tivo (-) da máquina de soldadura.
Ligar o conector de comando da tocha ao conector Y da
máquina de soldadura.
Ligar o acoplamento do tubo gás da tocha ao acopla-
mento Z da máquina e o tubo gás proveniente do redutor
de pressão da bomba ao acoplamento gás AD.
Ligar a máquina.
Não tocar partes sob tensão e os bornes de saída quan-
do o aparelho estiver alimentado.
Ao ligar pela primeira vez a máquina seleccionar o modo,
usando o botão A, e os parâmetros de soldagem, usan-
do a tecla R e o manípulo O, como indicado no parágra-
fo 3.2..
O fluxo de gás inerte deve ser regulado num valor apro-
ximadamente 6 vezes o diâmetro do eléctrodo (em litros
por minuto).
Se forem usados acessórios do tipo gás-lens, a capacida-
de de gás pode ser reduzida para aproximadamente 3
vezes o diâmetro do eléctrodo. O diâmetro do bocal cerâ-
mico deve ser de 4 a 6 vezes o diâmetro do eléctrodo.
Normalmente o gás mais usado é o ARGON porque apre-
senta custos mais baixos do que os outros gases inertes,
mas podem ser usados também misturas de ARGON
com um máximo de 2% de HIDROGÊNIO para a solda-
gem do aço inoxidável e HÉLIO ou misturas de ARGON-
HÉLIO para a soldagem do cobre. Estas misturas aumen-
tam o calor do arco durante a soldagem, mas são muito
caras.
Se for usado gás HÉLIO, aumentar litros por minuto até
10 vezes o diâmetro do eléctrodo (Ex. diâmetro 1,6 x10=
16 L/min de Hélio).
Usar vidros de protecção D.I.N. 10 até 75A e D.I.N. 11 de
75A para cima.
3.6. ARMAZENAMENTO
É possível memorizar somente após ter salvado.
O botão Q, carregado brevemente, efectua uma esco-