48
1,1Hz viser display P gennemsnittet af de to strømme og
lysdioderne X og W er begge tændt.
I denne position kan pedalbetjeningen (tilbehør) ART 193
tilsluttes.
I - LYSDIODE TIG-svejsning - pulserende - 4
perioder (automatisk).
Dette program afviger fra det foregående, fordi både
tænding og slukning styres ved tryk og frigivelse af svej-
sebrænderens trykknap
L - LYSDIODE TIG-svejsning - pulserende
med dobbelt strømniveau - 4 perioder (automatisk).
Udførelsen af svejsefunktionsmåden er den samme som i
beskrivelsen for lysdiode G. Efter at have indstillet basis-
spidsstrømmene for første niveau, vil forholdet mellem de
to blive opretholdt, også på anden niveau.
M - LYSDIODE - TERMISK BESKYTTELSE
Tænder når operatøren overskrider den tilladte pro-
centsats for drift eller intermittens for maskinen, og
samtidigt blokeres strømforsyningen.
N.B. Under disse omstændigheder fortsætter ventila-
toren med at afkøle generatoren.
N - LYSDIODE FOR BLOKERING (se 2.3.2)
O - HÅNDTAG
Indstiller svejsestrømmen.
Endvidere vil det sammen med trykknap R
være muligt:
- at indstille det anden strømniveau W
- at indstille "slope up" S
- at indstille "slope down" U
- at indstille pulseringsfrekvensen T
- at indstille post gas V
P - DISPLAY
Viser svejsestrømmen, indstillinger, der er valgt
ved hjælp af knappen R eller justeret ved hjælp af hånd-
taget O, samt blokeringsmeddelelserne E1 og E2.
Q - OMSKIFTER
Vælger og lagrer programmerne.
Svejsemaskinen har mulighed for at lagre ni svej-
seprogrammer P01…..P09 som kan fremkaldes ved
hjælp af denne knap. Desuden er der et arbejdsprogram
PL til rådighed .
Valg
Ved et kort tryk på denne knap vises der på display P
nummeret på det program, der følger efter det man arbej-
der med. Hvis det ikke er lagret i hukommelsen vil teksten
blinke; i modsat tilfælde vil teksten være fast.
Lagring i hukommelse
Når programmet er valgt, vil dataene blive lagret ved tryk på
denne knap i mere end 3 sekunder. Som bekræftelse vil det
programnummer, der vises på P, ophøre med at blinke
R - OMSKIFTER
Ved tryk på denne knap vil følgende lysdioder
tænde efter hinanden:
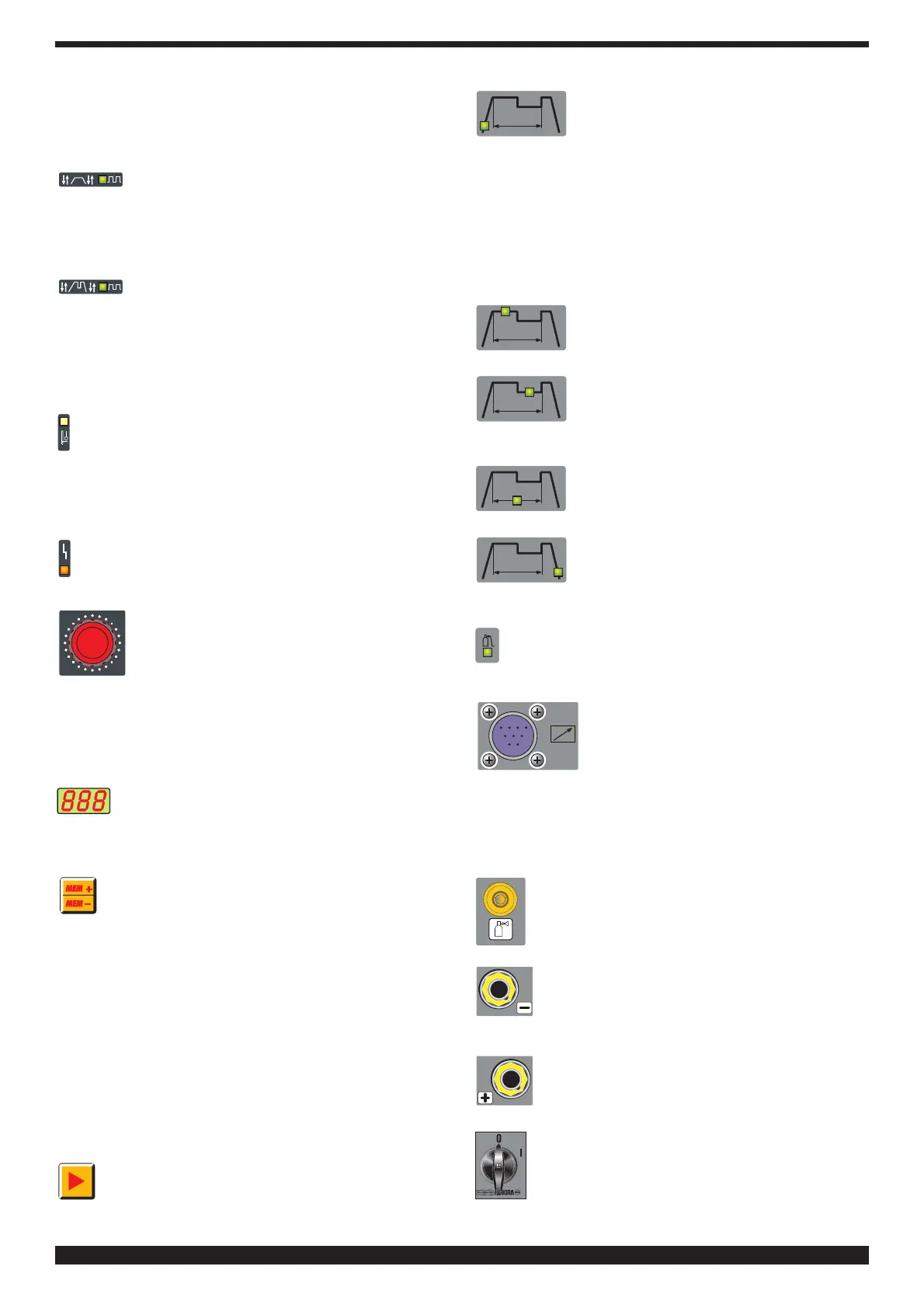
S - Lysdiode
Slope up. Det tidsrum, hvor strømmen -
med udgangspunkt fra minimum - når den
indstillede strømværdi. (0-10 sek.)
Pas på kun de lysdioder, der vedrører den valgte svejse-
måde, tænder; fx. ved kontinuerlig TIG-svejsning tænder
lysdiode T, der repræsenterer pulseringsfrekvensen, ikke.
Hver lysdiode angiver den parameter, der kan indstilles
ved hjælp af håndtaget O, mens selve lysdioden er tændt.
5 sekunder efter sidste ændring slukker den berørte lys-
diode, hovedstrømmen angives og den tilsvarende lysdi-
ode X tænder.
X - Lysdiode
Hoved-svejsestrøm.
W - Lysdiode
Andet strømniveau eller basisstrømniveau.
Denne strøm er altid en procentdel af
hovedstrømmen.
T - Lysdiode
Pulseringsfrekvens (0,16-250 Hz)
Spids- og basis-tiderne er ens
U - Lysdiode
Slope down. Det tidsrum, hvor strømmen
når minimum og slukning af lysbuen. (0-10
sek.)
V - Lysdiode
Post gas. Regulerer tidsrummet for udgang af gas
ved afslutning af svejsningen. (0-30 sek.)
Y - KONNEKTOR med 10 POLER
Denne konnektor benyttes til tilslutning af
følgende fjernstyringsudstyr:
a) pedal
b) svejseslange med startknap
c) svejseslange med potentiometer
d) svejseslange med knapperne up/down osv.
Endvidere findes funktionen ”ARC ON” mellem stikben 3
og 6 (ren kontakt 1 A, 30 V).
Z - SAMLING 1/4 GAS)
Her tilsluttes TIG-svejsebrænderens gasrør.
AA - klemme for negativ udgang (-)
AB - klemme for positiv udgang (+)
AC - afbryder
Tænder og slukker maskinen