PM1395
1
2
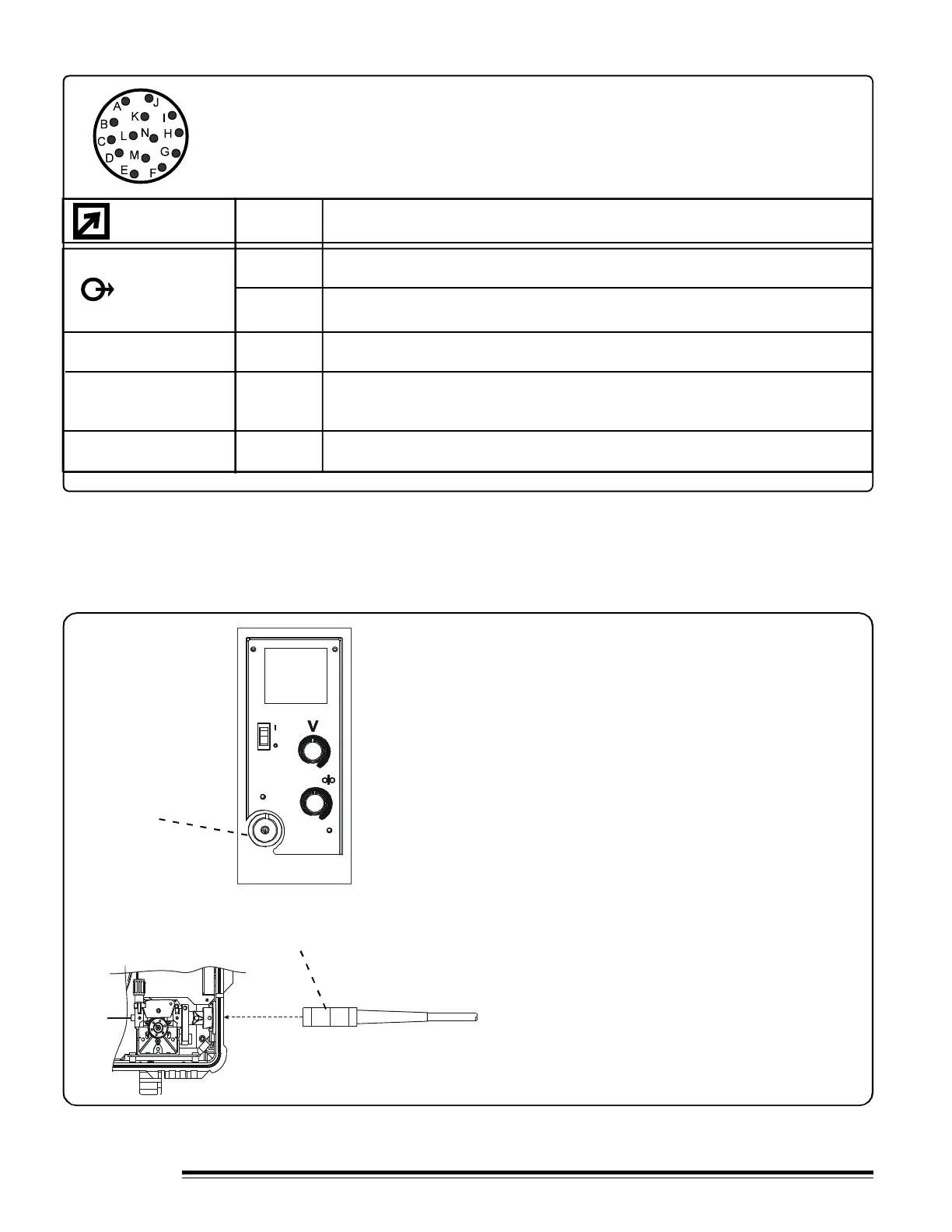
This PLG2 remote receptacle is a 14-contact "AMPHENOL" plug that provides a connection
point between the wire feeder and the welding machine; it energizes the wire feeder and controls the
machine's welding contactors through the switch on the torch trigger, as well as current and voltage
feedback from the equipment's meters. To make connections, align the plug slot with the receptacle
and insert and turn the threaded collar of the plug fully clockwise.
The remote receptacle is connected as follows:
3
3-4. CONNECTING 14-PIN PLUG
OUTPUT
(CONTACTOR)
INFORMATION
Socket
REMOTE-14
A
B
I
J
G
K
C
E
D
F
H
24 V a.c. Protected by CB2 (10 Amperes).
Contact closure to "A" completes 24 V a.c. contactor control circuit.
120 V a.c. Protected by CB1(10 Amperes).
Contact closure to "I" completes 120 V a.c. contactor control circuit.
Circuit common for 24 and 115 V a.c. circuits.
Chassis common.
Command reference 10 V d.c.
0 to +10 V d.c. input command signal from remote control.
Remote control circuit common.
Current feedback 1 V d.c. 1 Volt per100 weld output Amperes.
Voltage feedback 1 V d.c. 1 Volt per 10 weld output Volts
NOTE: Remaining sockets are not used
G N D
REMOTE OUTPUT
CONTROL
A / V
3-5 MIG GUN CONNECTIONS
To connect MIG gun, open cover and proceed
as follows:
1.- MIG GUN ACCESS HOLE.
2.- MIG GUN PLUG: Connect MIG gun plug to
access hole as close as possible without touch
drive rollers. Tighten knob screw to prevent plug
from loosening. This adapter allows free flow gas
through MIG gun without a externalconnection for
gas.
FIGURE 3-2 MIG Gun Connections