32
1-4 Check after operation:
1) Cleaning and collection of all tools:
All tools should be kept clean first then put back to original position (tool cabinet)
2) Proper position of tailstock, carriage, & tool holder:
Tailstock, carriage, & tool holder should be placed to proper position.
3) Clean-up of machine:
All of the oily matters, chips etc, on the machine should be removed completely and put a thin
lubricating oil on the sliding surface of machine to prevent the corrosion.
1. WEEKLY INSPECTION:
1) Lubricating system:
Clean-up the whole lubricating system and replenish with fresh lubricating oil.
2) Cooling system:
Clean-up the whole cooling system and replenish with new cooling oil.
3) Transmission system:
Check the damage of rubber V-belt and readjust the tensile strength of V-belt.
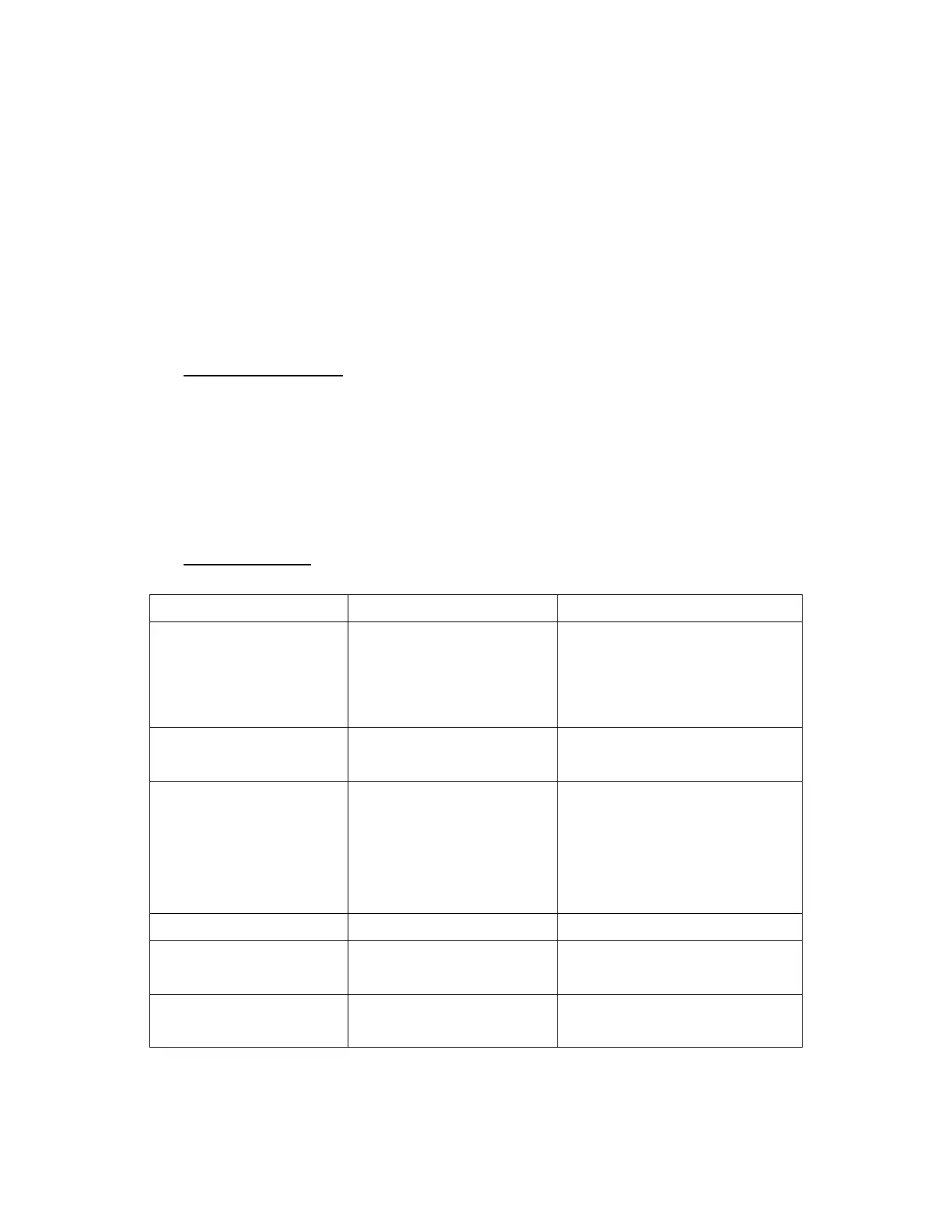
2. Trouble Shooting
Problem Possible Cause Remedy
Too chatters Gibs too loose on table.
Unused feeds not locked
Tool not on center.
Improper tool shape.Tool dull
Readjust gibs.
Lock all axes but one moving
Center tool
Reshape, sharpen, replace tool
Depth of cut is not
consistent
Quill moving
Setup wrong
Lock quill
Make sure setup is parallel to table
Hole is off center or bit
wanders
Bit dull.
Bit not mounted correctly
Chuck loose in spindle.
Bearing loosen or worm.
Cutting too fast.
Use sharp bits
Remount tool
Remount chuck on spindle
Tighten or replace bearings
Reduce down speed
Bit turns erratically or stops Bit fed into work too fast Reduce down feed rate
Chuck is difficult to tighten
or loosen
Chuck sticking.
Debris in chuck
Apply lubricant
Clean chuck inside
Turn on machine and
nothing happen
Machine unplugged.
Loose electrical connections
Plug in machine
Tighten wiring connections

 Loading...
Loading...









