- 9 -
NOTE: The band speed and cutting rate recommendations presented on this
chart are approximations and are to be used as a starting point for most
applications. For exact sawing parameters' consult your saw blade supplier.
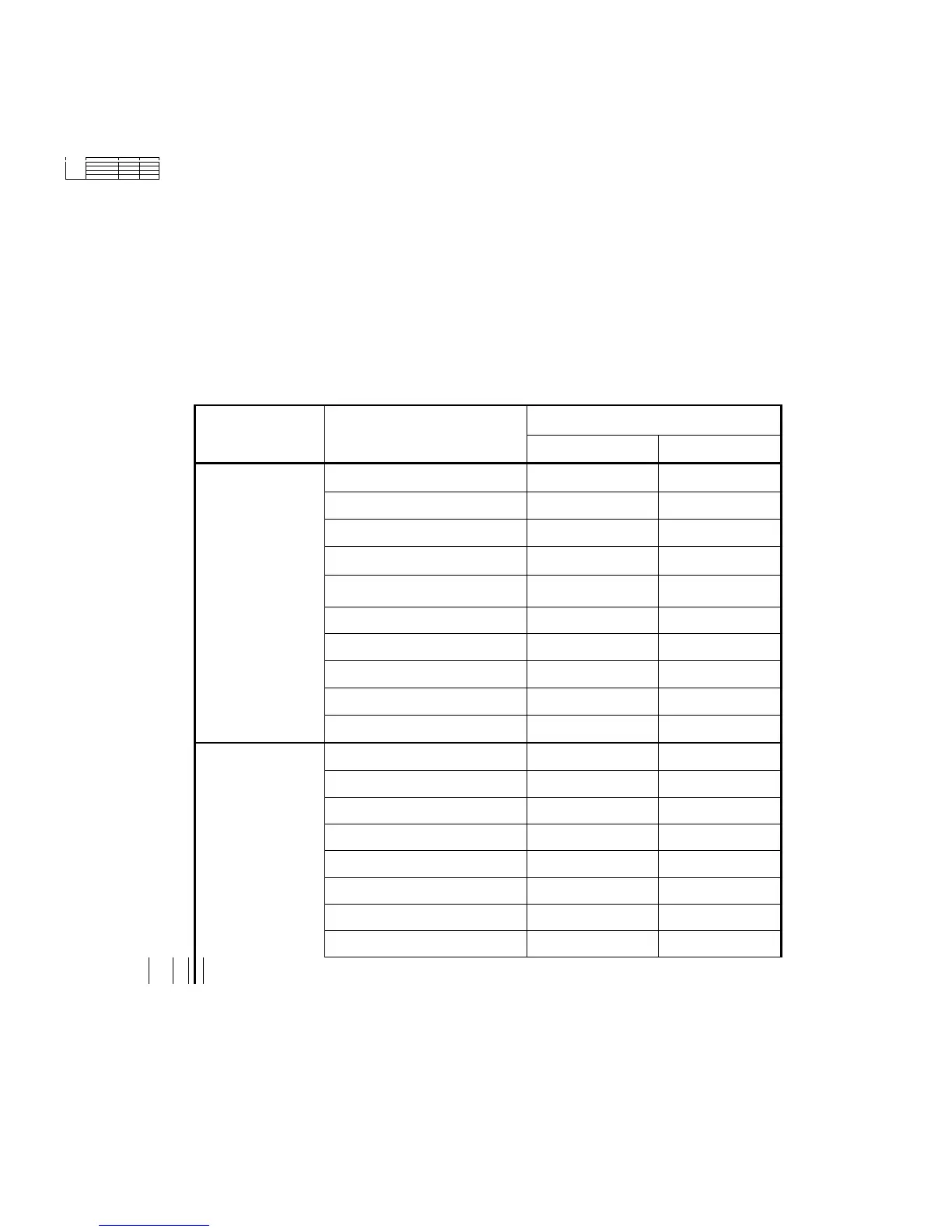
5. BI-METAL SPEEDS AND FEEDS
These figures are a guide to cutting 4"(100mm) material (with a 314 Vari-Tooth) when
using a cutting fluid.
Increase Band Speed: 15% When cutting 1/4"(6.4mm) material (l0/l4 Vari-Tooth)
12% When cutting 3/4"(19 mm) material (6/10 Vari-Tooth)
10% When cutting 1-1/4"(32 mm) material(5/8 Vari-Tooth)
5% When cutting 2-1/2" (64 mm) material(4/6 Vari-Tooth)
Decrease Band Speed: 12% When cutting 8"(200mm) material(2/3 Vari-Tooth)
BAND SPEED MATERIAL ALLOY
ASTM NO.
FT./MIN M/MIN
314 96
284 87
264 81
244 74
244 74
10,122,172 234 71
234 71
234 71
229 70
214 65
339 103
289 88
279 85
279 85
329 100
319 97
309 94
18,1021,1022 299 91
299 91
269 82
249 76
219 67
199 61
184 56